 English▼
English▼




- バッテリーパイロット/生産ライン
- バッテリー実験室アセンブリ
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Electrode Preparation
- リチウム イオン電池材料
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- 全電池組立機
- Lithium Battery Production Plant
- 真空グローブ ボックス
- かまど
- 油圧プレス
- Large Press Machine
- Coaters
- PVD Coater
- Ultrasonic Spray Coater
- ボールミル
- 遊星遠心ミキサー/ミル
- 実験機
- 金属電極フォーム
- WhatsApp : +86 18659217588
- 電子メール : David@tmaxcn.com
- 電子メール : Davidtmaxcn@gmail.com
- : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)






256/512 チャネル 5V 3A 5A 6A リチウム電池テスター、エネルギー回生機能付き
Model Number:
TMAX-ER-256/512Place of Origin:
China:
Xiamenお支払い:
L/C D/A D/P T/T Western UnionDelivery Time:
5 days
- WhatsApp : +86 18659217588
- 電子メール : David@tmaxcn.com
- 電子メール : Davidtmaxcn@gmail.com
- Wechat : 18659217588
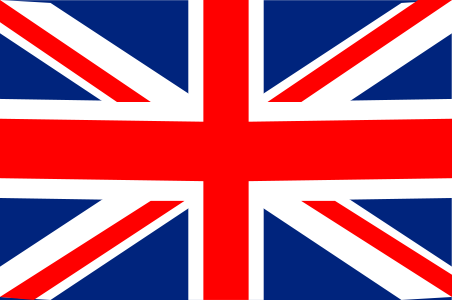
256/512 チャンネル 5V 3A 5A 6A 18650 21700 32650 32700 エネルギー回生機能付きリチウム電池テスター
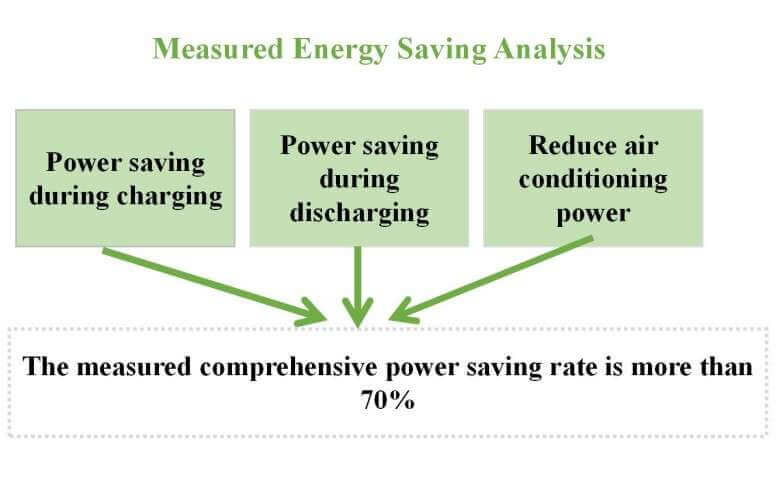
( W 番目 放電サイクル中にエネルギーを回収する 関数)
1. 製品の特徴
(1) 従来のバッテリー充放電モードを覆す
▲ T 従来のリニア調整電源充電モードは、バッテリーの充電変換効率を大幅に改善するPWMスイッチングチョッピング充電モードに変更されます。
▲ T 彼はバットの電気エネルギーを放出した ry は、電気エネルギー フィードバック技術によって AC 電力網にリサイクルされ、電気エネルギーの再利用を実現し、従来のバッテリー放電モードの欠点を効果的に克服します。従来の放電方式は、バッテリーの放電した電気エネルギーを熱に変換して廃棄するものでした。
▲ 〇 電気エネルギー フィードバックの実現方法では、高周波 PWM 整流器技術が双方向のエネルギー伝達を実現できます。これは、電気エネルギー回収の分野に巧妙に適用されています。原則として、従来のサイリスタ位相制御デバイスが逆になりやすく、DC 回路を引き起こすという現象を克服できます。
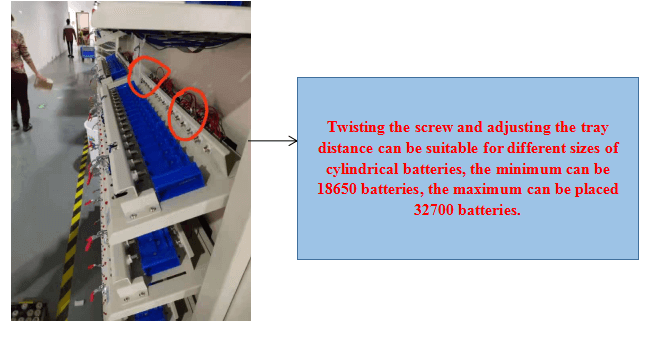
(2) 大幅な節電効果
実際の測定によると、S2 ~ 4 シリーズ機器の消費電力は、充電時に従来の機器よりも 40% 以上少なく、総合的な省電力率は 60% 以上、消費電力は 70% 以上です。これにより、バッテリーメーカーのコストが大幅に節約されます。
(3) 機器の温度上昇が明らかに低下
稼働中の装置の温度上昇は、従来の装置に比べてわずか1/4以下です。この種の装置を使用する場合、特に夏季は、お客様の生産現場の環境温度 サウナルームと同じではなく、従業員が滞在するのをためらっています。容量共有の精度 より保証され、機器の故障率が低くなります。
(4) 優れた電力品質
AC 入力側では、高周波 PWM 整流技術に基づく双方向コンバータ電源を使用して、AC から DC および DC から AC への双方向変換を実現します。電力網に注入される電流波形は正弦波で、高調波歪み率は 5% 未満で、力率は 0.99 を超えます。
▲ バッテリーテスター 放電サイクル中にエネルギーを回収する 関数 t 装置 バッテリー製造企業の電力品質検査で、電力品質が不適格であるために巨額の罰金が科せられたり、起動しないという状況を完全に回避できます。
(5) バッテリーの電圧と電流の制御は安定しており、高速で正確です。
▲ え 各チャンネルは独立した電圧と電流のハードウェア閉ループ制御を採用し、電流と電圧の検出は計器演算増幅器、独立したCPU(下部コンピューター)、広告、DAシステムの検出と制御を採用し、単一のデータ記録速度は速く、検出精度は高いです。
指定された制御電圧と電流は、ソフトウェアの閉ループを採用して電流を自動的に修正し、電圧と電流の制御精度は高くなります。
(6) 操作は直感的でシンプル、ヒューマン・マシン・インターフェースはフレンドリー、外観は美しい。

2. 基本 S 構造と W オーク ふ の低 D デバイス
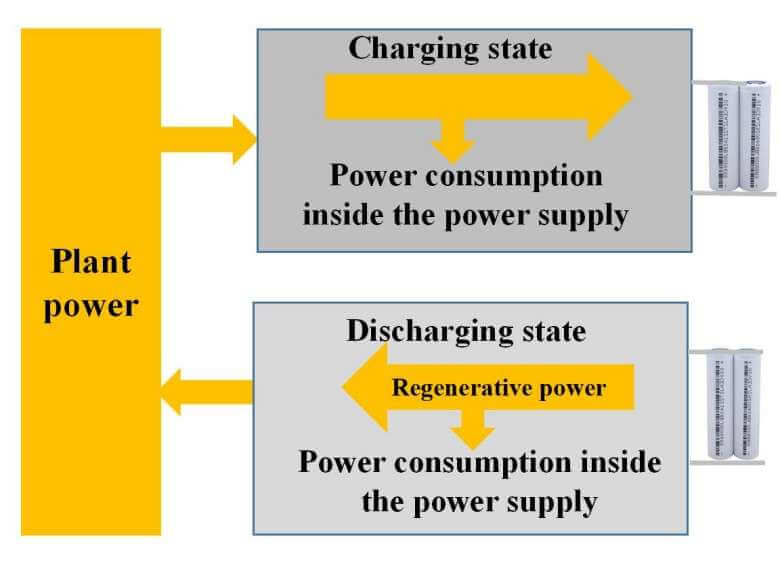
2.1 デバイスの構造と動作原理
バッテリー自動検出装置の回路部分はモジュール構造で設計されており、主に双方向AC / DCコンバーターモジュール、定電流および定電圧制御モジュール、電気制御モジュール、中央制御モジュール、通信モジュール、および人間を含む7つの部分で構成されています-機械操作インターフェースモジュール。
その構成の模式図を下図に示します。さらに、バッテリー検出キャビネットには、バッテリークランプ、バッテリーの充放電状態表示灯、AC電源スイッチなども含まれています。
各回路モジュールの機能と動作原理: バッテリーが定電流および定電圧で充電されると、双方向 AC / DC コンバーター モジュールは電力網の AC 電圧を 12V の DC 電圧の低電圧 DC に変換します。強い電流と弱い電流の間の電気的絶縁を実現します(オペレーターの個人的な安全を確保するため)。最後に、バッテリーの定電流および定電圧充電制御と検出は、定電流および定電圧制御モジュールを介して実現されます。バッテリーが放電されると、プロセスは充電とは正反対になります。まず、定電流および定電圧制御モジュールによってバッテリー電圧が 12V に上昇し、次に双方向 AC / DC コンバーター モジュールによって DC が AC に変換され、工場の AC 配電ネットワークに直接供給され、エネルギー フィードバックを実現します。放電されたバッテリーエネルギー。
ハ 設定 化:
(1) 双方向 AC / DC コンバータ モジュール: 8セット
(2) 定電流および定電圧制御モジュール: 64(定電流・定電圧制御モジュール各8チャンネル)
(3) 中央コントローラー: 1セット
(4) LED 表示: 2セット
(5) バッテリークランプ/端子台: 512 セットの 4 ワイヤ クランプ
(6) RS-485 通信インターフェース: 1
3. メイン P パフォーマンスと T 技術的な 私 の索引 D デバイス
3.1 ハ 制御機能
(1) 制御チャネル数: 256 または 512 キャビネット全体のチャンネル。
(2) チャネル制御モード:
▲ 私 上位コンピュータ(PC)を介してマシン全体のチャネルフロー制御を実現できます。
▲ T 機械チャネル全体の流れの制御は、キャビネット上に構成された中央コントローラ操作パネルを介して実現できます。
▲ え 各チャネルは、開始、停止、一時停止、継続、および保護を個別に実現できます。
▲ え 各チャネルには、互いに影響を与えない独立した定電圧および定電流ハードウェア制御回路があります。
▲ T 各チャネルの充電電流と放電電流の精度は、ソフトウェアによって自動的に校正できます。
(3) 充電モード: 定電流充電、定電圧充電、定電流および定電圧充電
(4) 充電終了条件:電圧、電流、時間、容量
(5) 放電モード: 定電流放電
(6) 放電終止条件:電圧、時間、容量
(7)バッテリーのサンプリング検査と制御時間は1〜8秒未満であり、バッテリーの起動と停止がより迅速になり、バッテリー容量の検出がより正確になり、異常なバッテリー制御がより迅速になります。キャビネット データ全体が中央コンピュータにアップロードされる時間 ≤ 15 秒
3.2 D 検出と P 保護 ふ 機能
(1)検出機能:充電電圧、充電電流、放電電流、放電電圧、定電流充電時間、定電圧充電時間、定電流放電時間、充電容量、放電容量など
(2) 保護機能:
▲ 〇 ver 電圧、不足電圧、過電流、不足電流、過容量保護。
▲ B バッテリー逆接続保護:バッテリーが逆接続されると、ハードウェア回路が自動的にバッテリー回路を切断し、バッテリーの短絡、放電、逆充電などの現象が発生せず、バッテリーの充電および放電回路を損傷することもありません。
機器の電源オフ保護: 機器の異常な電源障害が発生した場合、現在のプロセス手順を続行できます。長時間の通信中断または PC 障害の場合、装置は自動的に待機状態になり、通信回復後に現在のプロセス手順を続行します。
▲ Ⅴ 電圧断線保護、バッテリ充電異常保護、通信断保護など
4.仕様:
デバイスチャンネル数 |
マシン全体で合計 256/512 チャンネル |
ワークフロー制御モード |
キャビネット全体の制御 |
充電モード |
定電流定電圧 |
充電終了条件 |
電圧、電流、時間、容量 |
放電モード |
定電流 |
放電カットオフ条件 |
電圧、時間、容量 |
抜き取り検査周期 |
≤10秒 |
電圧測定範囲 |
0~5V、 R 分解能 1mV |
バッテリー電圧範囲 |
充電:0~4.5V、 D 充電時:4.5~2V |
定電圧範囲 |
3~4.5V |
電圧精度 |
± ( 0.05%RD+0.1%FS ) |
現在の範囲 |
充電 0.025-6A、 D 充電0.025-6A、 R 分解能 1mA |
電流精度 |
± ( 0.1%RD+0.1%FS ) |
時間枠 |
0~30000分の任意設定、時間単位はmin |
時間精度 |
≤±0.1% |
フィクスチャタイプ |
円筒形の 4 ワイヤ固定具 |
フィクスチャの間隔 |
35mm |
サポートバッテリーの高さ |
0~90mm |
ワーキング電源 |
三相4線式、AC380V±5%、50Hz、 消費電力 256 チャンネルで ≤14KW、512 チャンネルで ≤28KW |
通信モード |
RS485、ボーレート 57600 |
全体寸法 |
720mm ( 幅 ) ※500mm ( 深い ) ※1840mm ( 高い ) 256チャンネル用 1440mm ( 幅 ) ※500mm ( 深い ) ※1840mm ( 高い ) 512チャンネル用 |
作業環境 |
温度: 0-40 ℃、相対温度 ≤ 85% |
全負荷動作電流 |
最大位相ラインは 30A、最大ゼロラインは 3A |
機器の起動電流 |
エアスイッチを閉じる瞬間は約60A |
機械重量 |
256チャンネルで約100kg、512チャンネルで約250kg |
5. キャビネット構造とオープンモード

6. 設備 R 適格性 あ 保証 M 対策
6.1 T マシンは自動キャリブレーション機能を採用して、各ポイントの電流と電圧がテクニカル指標の要件を長期間にわたって満たすようにします。自動キャリブレーション機能を採用した後、ポテンショメータは回路基板上でキャンセルされ、ポテンショメータのドリフトによる電流と電圧の偏差の問題が解消されます。
6.2 L 電流サンプリングには低温度ドリフト合金抵抗を使用し、高精度な抵抗値で選別しています。電圧および電流検出チップには、高精度で安定性の高い輸入チップ要素が使用されており、温度ドリフトと時間ドリフトを効果的に低減し、電流の長期安定性と精度要件を確保できます。
6.3 あ すべての電源デバイスがインポートされ、電源デバイスの電圧と電流の割り当ての選択のマージンが大きく、一般に2倍以上であり、各リンクハードウェアの主回路の信頼性を効果的に保証します。







 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

