 English▼
English▼




- バッテリーパイロット/生産ライン
- バッテリー実験室アセンブリ
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- リチウム イオン電池材料
- バッテリー
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- 全電池組立機
- Lithium Battery Production Plant
- 真空グローブ ボックス
- かまど
- Coaters
- PVD Coater
- 油圧プレス
- Large Press Machine
- 遊星遠心ミキサー/ミル
- ボールミル
- 実験機
- Cutting Machine
- 金属電極フォーム
- WhatsApp : +86 18659217588
- 電子メール : David@tmaxcn.com
- 電子メール : Davidtmaxcn@gmail.com
- : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)
レーザー溶接機(天板溶接)
Model Number:
TMAX-YK-HJ-2102お支払い:
L/C D/A D/P T/T Western UnionDelivery Time:
5 days
- WhatsApp : +86 18659217588
- 電子メール : David@tmaxcn.com
- 電子メール : Davidtmaxcn@gmail.com
- Wechat : 18659217588
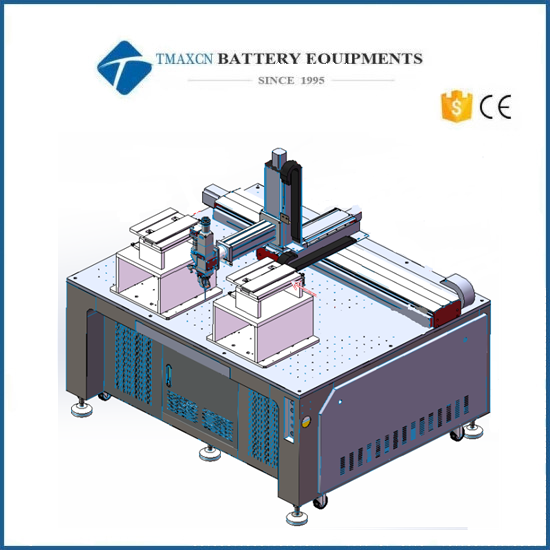
レーザー溶接機(天板溶接)
この装置は、のシール溶接および液体注入口溶接に使用されます。 角柱状 バッテリートップカバー。半自動装置です。入ってくる材料の上部カバーは、手動でアルミニウム シェルに留められています。バッテリーのシール面を上限基準として、セルの底板の上から位置付けます。レーザー溶接後、手作業で検査・判定します。この装置は、迅速に治具を交換でき、さまざまなモデルの製品の溶接に適しています。
2 、 詳細項目
SN |
名前 |
モデル |
数量 |
述べる |
1. |
上蓋溶接・注液穴溶接機 |
XSHJ- 2102 |
1 設定 |
|
2. |
クーラー |
Dongluyang |
1 設定 |
|
3. |
集塵機 |
フォックスコン |
1 設定 |
|
2 、 基本パラメータ
1. 設備一覧
SN |
アイテム |
数量 |
述べる |
溶接レーザー |
1 設定 |
|
|
溶接継手 |
1 設定 |
|
|
クーラー |
1 設定 |
|
|
モーションモジュール |
1 設定 |
|
|
サーボモーター |
1 設定 |
|
|
フレーム+プレート+シールド |
1 設定 |
|
|
観察 CCD+ 画面 |
1 設定 |
|
|
産業用集塵機 |
1 設定 |
|
|
溶接台のモーションコントロール |
1 設定 |
|
|
溶接制御ソフト |
1 設定 |
|
|
11. |
レーザー波形制御カード |
1 設定 |
|
12. |
IPC |
1 設定 |
|
13. |
備品 |
1 設定 |
|
2. 電源の構成
三相 380V ; 電圧変動が少ない ±10% ; パワー : 8 KVA ;
0.6~0.8 MPa
周囲温度 20 ~ 40℃ ; 相対湿度 5 ~ 55 % 人事 ;
SN |
アイテム |
仕様 |
述べる |
1 |
バッテリーサイズ |
L 166mm , T 22mm , H 234mm |
|
SN |
アイテム |
仕様 |
述べる |
1. |
ワークベンチの有効作業範囲 |
L 300 んん × W 300mm× H 200mm |
|
2. |
レーザー溶接継手の繰返し位置決め精度 |
≤±0.02mm |
|
3. |
適格料金 |
98.5% |
|
4. |
効率 |
5 0- 7 0mm/秒 |
|
5. |
ツーリング固定具は交換可能 |
|
|
6. |
溶接方法 |
縦溶接・横溶接(対応治具が必要) |
|
7。 |
レーザー溶接機のパワー |
10 00W |
|
8. |
溶接継手の焦点距離調整精度 |
0.02mm |
|
9. |
溶接パラメータの記憶機能で、一度行った製品を再度プログラミングせずに切り替え |
|
|
10. |
除塵・排煙機能搭載 |
|
|
11. |
安全な作業を確保するための安全ドアと安全グレーチングを装備 |
|
|
12. |
ノイズ |
≤75db |
|
13. |
故障率 |
故障率 = (故障停止時間 / 機器のサービス時間) < 2% |
|
SN |
アイテム |
標準 |
1. |
溶接フランジ幅 |
< 0.3mm |
2. |
溶け込みと溶接幅 |
浸透 0.5~1.4mm , 溶融幅 : 1~1.6mm , |
ウェルド耐圧(引張強度) |
耐電圧 > 1.1MPa |
|
4. |
外観と溶接品質 |
溶接後、溶接部にはピット、溶接部の破損、位置ずれ、爆発点などの欠陥がなく、溶接部は滑らかで平らで、シェルの重大な変形を引き起こさないものとします。溶接後のシェルには溶接スラグがなく、レーザーはシェル内のダイアフラムと高温テープを燃やしません |
機器構成:
1. トップカバー溶接バッテリークランプ部
SN |
説明 |
述べる |
1. |
電気コアのシール面をベンチマークとして手動でフィードし、電気コアの底部から持ち上げて、上部ベンチマークの一貫性を確保します。長辺のシリンダーがロックされ、短辺のシリンダーがロックされ、上部の基準シリンダーがロック解除され、固定具の下端はスプリング位置決め機構を採用しています。スプリングは弾性的に変形し、正確な位置決め中にセルシェルに傷がつかないようにします。 |
|
2. |
最初にカバー プレートとシェルを仮溶接し、位置を固定してから本溶接します。 |
|
3. |
クランプ部分はセルと全体的に接触しておらず、セルへの過度の押し出し圧力を防ぐために中央がくり抜かれています。手動ブランキング:バッテリーがブランキングに移動すると、バッテリーシリンダーのロックが解除され、バッテリーセルがポップアップし、材料が手動で取られます。短辺は回転シリンダーでクランプされ、電気コアは側面から配置され、操作が便利です . |
|
SN |
説明 |
述べる |
1. |
レーザー出力ヘッドは、ハードウェアの精度を確保するために、3 軸の高精度機械モジュールによって駆動されます。高精度のアルゴリズムとコントローラーを使用して、正確なレーザー励起パワーとパス。溶接する前にアセンブリメカニズムを押し上げてから、トップカバーを完全に溶接して、製品の認定率を確保します。排気管とフィルターは難燃性材料で作られ、接続部品はスチールリングで接続されます。 |
|
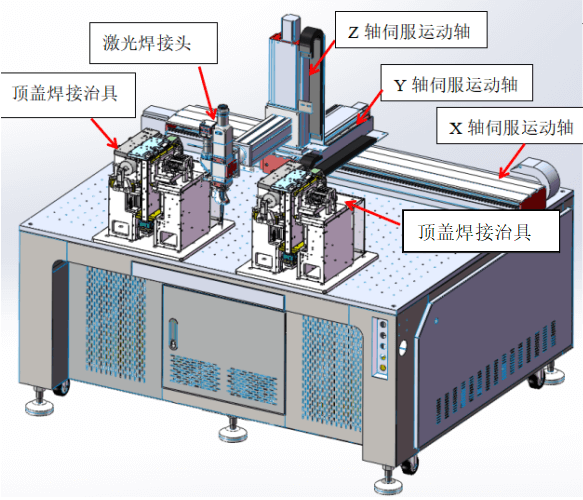
激光焊接头: レーザー溶接ジョイント:
顶盖焊接治具: トップカバー溶接治具:
Z 轴伺服运动轴: Z軸サーボ移動軸:
バツ 轴伺服运动轴: X 軸サーボモーション軸:
顶盖焊接治具: 上蓋溶接治具
3.フレームカバーとマンマシンインターフェース
SN |
説明 |
述べる |
|
装置の上部カバーは板金と黄褐色のアクリル パネルで構成され、オペレータの安全を確保するために安全格子が設置されています。機器のヒューマンマシンインターフェースは、会社の既存の構造に従って設計されており、溶接パラメータは視覚的で追跡可能です。 |
|
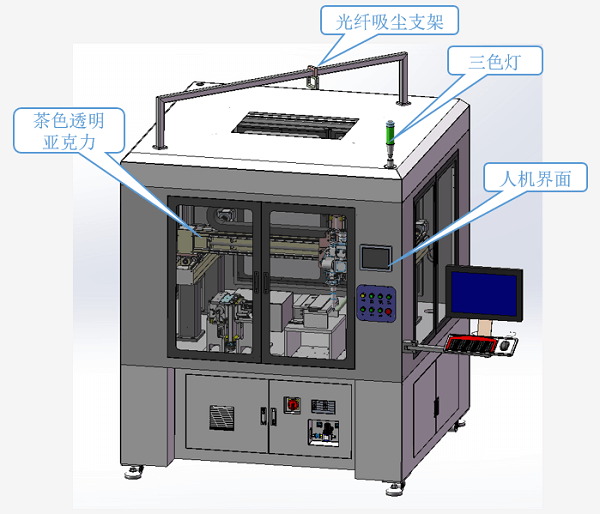
茶色透明亚克力: 黄褐色透明アクリル
光纤吸尘支架: 光ファイバーのゴミ吸引対応
三色灯: 三色ランプ
人机界面: インターフェース
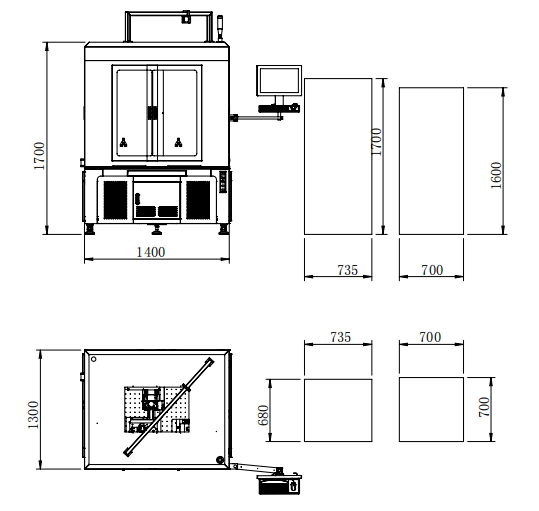
4.機器の三面図
SN |
アイテム |
索引 |
述べる |
1. |
時間効率 = 実際の稼働時間: ロード時間 - 計画されたダウンタイム (障害、材料の切り替え) 読み込み時間: 生産時間 - 計画されたダウンタイム 生産時間: 通常の労働時間 計画的なダウンタイム: 朝晩、休憩、スポット チェック、掃除など |
≥99.00% |
|
2. |
パフォーマンスの向上 = 理論テンポ: 1 つの製品の理論上の生産時間 |
100% |
|
3. |
製品認定率 = 固定損失:テープスプライシング、コイル交換など |
≥99.50% |
|
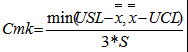
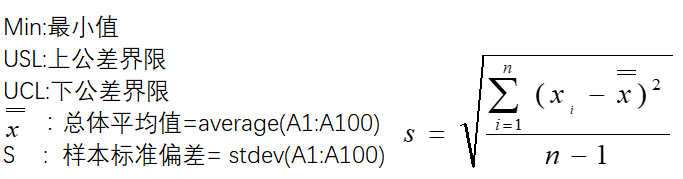
4. |
CMK 設備能力指数 CMK 指数は、短期的な分散のみを考慮し、製品の品質に対する設備要因の影響を強調しています。 テスト要件: 抽出されたデータは連続的です。オペレーター、測定ツール、および原材料は影響を受けないと想定されています。機器の 1 つの要因の影響のみを考慮してください。 (つまり、オペレーターは熟練した有能でなければなりません。測定ツールは要件を満たし、校正されている必要があります。同じバッチの材料が必要です。検査員は要件を満たしている必要があります。) 通常、機械の生産が安定してから約1時間以内に、100サンプルの10グループをサンプリングして測定します。
|
≧1.67 |
|
5. |
設備運用計画 |
300 日 / 年 ,2 シフト 、 ( 11.5 ) H / シフト |
|
6. |
設備寿命 |
10 年 |
|
7。 |
オペレーター |
|
|
8. |
機器騒音 |
≤7 5 dB |
|


SN |
名前 |
ブランド |
述べる |
1 |
溶接レーザー |
创鑫 Chuangxin |
|
2 |
溶接ヘッド |
万顺兴 Wan Shunxing |
|
3 |
冷却水機 |
东露阳 Dongluyang |
|
4 |
モーションモジュール |
上银 Shangyin |
|
5 |
サーボモーター |
松下 パナソニック |
|
6 |
フレーム+プレート+シールド |
カスタマイズされた |
|
7 |
観察する CCD + ディスプレイ |
カスタマイズされた |
|
8 |
集塵機 |
鸿海 フォックスコン |
|
9 |
溶接台のモーションコントロール |
カスタマイズされた |
|
10 |
溶接制御ソフト |
|
|
11 |
レーザー波形制御カード |
カスタマイズされた |
|
12 |
IPC |
アドバンテック / レノボ |
|
13 |
備品 |
カスタマイズされた |



 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

