 English▼
English▼




- バッテリーパイロット/生産ライン
- バッテリー実験室アセンブリ
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- リチウム イオン電池材料
- バッテリー
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- 全電池組立機
- Lithium Battery Production Plant
- 真空グローブ ボックス
- かまど
- Coaters
- PVD Coater
- 油圧プレス
- Large Press Machine
- 遊星遠心ミキサー/ミル
- ボールミル
- 実験機
- Cutting Machine
- 金属電極フォーム
- WhatsApp : +86 18659217588
- 電子メール : David@tmaxcn.com
- 電子メール : Davidtmaxcn@gmail.com
- : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)

携帯電話電池パック生産ライン用ポリマー電池自動生産設備
Model Number:
TMAX-Polymer-PackPlace of Origin:
ChinaUpdate:
Optional:
Xiamen Portお支払い:
L/C D/A D/P T/T Western UnionDelivery Time:
5 days
- WhatsApp : +86 18659217588
- 電子メール : David@tmaxcn.com
- 電子メール : Davidtmaxcn@gmail.com
- Wechat : 18659217588
携帯電話電池パック生産ライン用ポリマー電池自動生産設備


1. 装置 ふ 機能 私 はじめに
自動生産ラインは、主に携帯電話のバッテリー パックの生産プロセスを完了するために使用されます。
プロセス フローには次のものが含まれます。
1)P ポリマー電池 タブ 整形 、
2) OCVテスト、
3)バッテリータブ 切断、
4)西 エルディング、
5)D 両面接着剤 貼り付け 、
6)BMS 曲げ、
7)あ 接着剤 貼り付け と 形にする、
8)F 完成したバッテリー テスト;
9) FPCスポンジ接着剤 貼り付け .
プロセス フローと技術要件に従って、パック ラインは次の 5 つの機器によって接続されます。
(1)ア 自動給餌 + 多機能 メートル 痛い ;
(2) 自動レーザー溶接機 ;
(3) 両面テープ+L型ニッケル板曲げ+保護板曲げ機 ;
(4) 自動ヘッド接着機 .

2.処理の流れ

3.技術パラメータ
1.電池サイズの適用範囲(単位:mm):
長さ: 40-130mm (ポールラグの長さを除く)
幅: 30-70mm
厚さ: 3-10mm
ラグの長さ: 4-20mm
2. 環境条件:
空気源の空気圧:0.5~0.6MPa
電源電圧:220V、50Hz
総電力: ≤ 15kw
面積支持率: ≤ 500kg/M ²
周囲温度: 5 º C-50 º C
湿度: 50% - 90%
3. 生産ラインの効率: ≥ 900個/時
4. 装備使用率: > 98%
5. 製品認定率: > 98%
6. 機器の供給と排出の方向は一貫しており、電気コアのテールは機器の操作面に面している必要があります。
7. プロセスの適用性: 同じプロセスでソフトパック電池に適用できます。
8. 製品の安全性とバッテリーの安全性を含む安全生産要件を満たします。
9.全体の寸法(組立ラインを除く):
ワイヤー本体:9200(長さ)×1200(幅)×1900(高さ)mm
組立ラインの高さ: 900mm ± 50mm
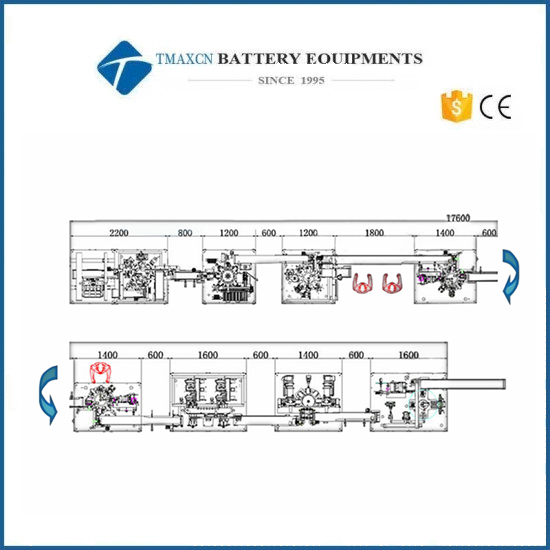
4.装置全体のレイアウトと装置のワークフローの説明
ライン ボディの全体的なレイアウト:

注: ラインには 4 人が含まれており、そのうちの 1 人はレーザー機械保護ボードを担当しています。
ラバーシェルの取り付けは 2 人で行います。
1 人が供給、ライン全体の検査、テープなどの材料の交換を担当します。
単一機器の機能および動作要件:
(1)自動給餌+複合機:
1) 機能作用
① バッテリーは、給餌トレイから給餌機を介して給餌機の組立ラインに自動的にロードされ、 位置決めシリンダーが配置されます。
② シフトマニピュレーターは、ローディングマシンの組み立てラインから複合機の供給アセンブリラインまでバッテリーをつかみます。バッテリーは90度回転可能 ° または意のままに裏返した。
③ 電気コアは、複合機の供給組立ラインを通って入ります。電気の後に コアが配置され、供給マニピュレータによって回転テーブルの供給ステーションにつかまれます。
④ 回転テーブルは時計回りに回転し、ポール イヤー シェーピング用のプライマリ ポール イヤー シェーピング ステーションに入ります。
⑤ 回転テーブルを時計回りに回転させてテストステーションに入り、電圧の内部抵抗をテストし、コードをスキャンしてデータをアップロードします。
⑥ 回転テーブルが時計回りに回転して左タブ切断ステーションに入り、左タブを切断します。
⑦ 回転テーブルは時計回りに回転し、右タブの切断ステーションに入り、右タブを切断します。
⑧ 回転テーブルの腐敗 食べた 時計回り。タブ二次形成外科、極耳形成外科に入ります。
⑨ ロータリーテーブルは時計回りに回転してバッテリー放電ステーションに入り、バッテリーを放電し、機器の給電ラインにつかみます。セルが 90 回転します。 ° そして180歳になる ° .
2) 技術要件
① 容量 (UPH): ≥1200pcs/h
② 設備稼働率: > 98%
③ 正規料金: > 99.5%
④ ポールラグ切断長さの偏差範囲:±0.2mm
⑤ カッター寿命 ≥400000 回
⑥ 電圧試験精度:±0.01% rdg. ±3dgt ( テスターの精度による);
⑦ 内部抵抗試験精度:±0.5% rdg.±5dgt ( テスターの精度による);
⑧ 誤判定率: チャネル OK 製品では 100%、チャネル NG 製品では 0.3% 以下でなければなりません。
⑨ セルのコードをスキャンし、テスト データをバインドしてアップロードします。
⑩ 材料は、積み重ねられたプラスチック製の吸引トレイから取り出すことができます。トレイとトレイを接続することはできません。再生プロセス中にバッテリーが損傷することはありません。材料を取った後の空のトレイは自動的に取り除かれ、スタックに分類されます。
⑪ 全体の寸法 (組立ラインを除く):
2200 (長さ) * 1200 (幅) * 1900 (高さ) mm。
⑫ 材料のサイズ:
ノート: T 電動コアローディングリフティングテーブルの荷重は40kg以下です。
N あめ |
長さ (mm) |
幅 (mm) |
厚さ (mm) |
R コメント |
吸引 P ラスティック T レイ |
270~420mm |
215~350mm |
複数層の積み重ね高さ ≤ 250mm |
各パネルの単電池数は2 - 8 |
バッテリー |
40 - 140mm |
35 - 80mm |
3 - 8mm |
3) キー構成
① テスター: Lanqi BK600A、1 セット
② スキャニングガン:ハネウェル、1式
(2) レーザー溶接機:
1) 機能作用
① バッテリーは、供給組立ラインを介してレーザーマシンに入り、供給マニピュレーターによって二次位置決めまで把持され、バッテリーは90°回転します ° ;
② ローディング マニピュレータは、二次位置決めからターンテーブル ローディング ステーションまでバッテリーをつかみ、バッテリーは 45 回転します。 ° ;
③ 回転テーブルは反時計回りに回転し、ポール イヤー シェーピング用のポール イヤー シェーピング ステーションに入ります。
④ 回転テーブルは反時計回りに回転し、保護プレートの供給ステーションに入り、保護プレートをロードします。
⑤ 回転テーブルは反時計回りに回転し、保護プレート位置決めステーションに入り、保護プレートを位置決めします。
⑥ 回転テーブルが反時計回りに回転して、レーザー溶接用のレーザー溶接ステーションに入ります。
⑦ 回転テーブルが反時計回りに回転してバッテリーに入る
放電ステーション、バッテリーを放電し、機器の給電線につかみます。
2) 技術要件
① 容量 (UPH): ≥ 1200個/時間;
② 設備稼働率: > 98%;
③ 正規料金: > 99.5%;
④ レーザー溶接の位置精度: ± 0.02mm;
⑤ 保護板と電気コアの電極ラグの溶接位置、および位置精度を確認します。 ± 0.1mm;
⑥ スポット溶接の事前判定(保護板と電芯の電極ラグが載っていれば溶接OK、NGなら溶接せずに抜き取る);
⑦ 溶接強度基準:ニッケル及びニッケル材の引張力 ≥ 2kgf、アルミ材、ニッケル材の引張力 ≥ 0.6kgf;
⑧ レーザー溶接の正と負の耳のエネルギーは、個別に設定して自由に切り替えることができます (注: この項目はレーザー機械の製造元が担当し、接続のトリガーなどはワイヤー本体の製造元が担当します)。
⑨ 全体の寸法 (組立ラインを除く):
1200 (長さ) * 1200 (幅) * 1900 (高さ) mm。
⑩ 材料のサイズ:
名前 |
長さ (mm) |
幅 (mm) |
厚さ (mm) |
備考 |
保護板 |
25~80mm |
FPCのたるみ 5~30mm |
0.6~1.2mm |
(3)両面テープ+L型ニッケルシート曲げ+保護板曲げ機:
1) 機能作用
① バッテリーは投入組立ラインを経て、両面粘着テープ+L字型ニッケル板曲げ+保護板曲げ機に投入されます。セルが配置された後、供給マニピュレータによってターンテーブル ローディング ステーションにグラブされます。
② 回転テーブルを反時計回りに回転させて接着ステーションに入り、カップ口で両面接着剤の接着を完了します。
③ 回転テーブルは反時計回りに回転し、L 字型ニッケル シート曲げステーションに入り、L 字型ニッケル シートを曲げます。
④ 回転テーブルは反時計回りに回転し、成形ステーションに入り、L 字型のニッケル シートを成形して適合させます。
⑤ 回転テーブルが反時計回りに回転して FPC 成形ステーションに入り、FPC を成形します。
⑥ 回転テーブルが反時計回りに回転し、保護板曲げステーションに入り、保護板を曲げます 90 °
⑦ 回転テーブルが反時計回りに回転し、バッテリー放電ステーションに入ります。バッテリの放電は、マニピュレータによって機器の供給組立ラインに直接取り込まれます。
⑧ 組み立てラインでラバーシェルを手動で取り付け、保護プレートを手動で折り畳み、ソフトとハードの組み合わせプレートを手動で折り畳むプロセスを手動で完了した後、バッテリーは機器に流れ込みます。
2) 技術要件
① 容量 (UPH): ≥ 1000pcs/h;
② 設備稼働率: > 98%;
③ 正規料金: > 99.5%;
④ 両面接着剤シリンダーの内径 (mm): ∅ 76;
⑤ 接着精度: ± 0.25mm;
⑥ 曲げ角度: 90 以下;
⑦ 電気コア、保護プレート、およびそのコンポーネントは、損傷を防ぐために保護する必要があります。
⑧ 全体の寸法 (組立ラインを除く):
1200 (長さ) * 1200 (幅) * 1900 (高さ) mm。
(4) 全自動ヘッド接着機:
1) アクション機能
① バッテリーは、供給ラインを通ってヘッド接着機に入ります。セルが配置された後、供給マニピュレータによってターンテーブル ローディング ステーションにグラブされます。
② 回転テーブルを反時計回りに回転させてヘッド接着ステーションに入り、成形接着剤をバッテリーの上面に貼り付けます。
③ ロータリーテーブルを反時計回りに回転させて接着剤ラッピングステーションに入り、バッテリーの背面にある成形接着剤の両側で耳を包みます。
④ ロータリーテーブルは反時計回りに回転して接着剤ラッピングステーションに入り、接着剤を形成するヘッドの上部をバッテリーの背面に巻き付けます。
⑤ ロータリーテーブルは反時計回りに回転してバッテリー放電ステーションに入り、バッテリーを放電し、機器の給電ラインにつかみます。
2) 技術パラメータ
① 容量 (UPH): ≥ 1100個/時間;
② 設備稼働率: > 98%;
③ 正規料金: > 99.5%;
④ 両面接着剤シリンダーの内径 (mm): ∅ 76;
⑤ 接着精度: ± 0.25mm;
⑥ 全体の寸法 (組立ラインを除く):
1400 (長さ) * 1200 (幅) * 1900 (高さ) mm。
5.機器の一般要件
(1) 一般的な使用要件
1) 各ステーション機器は、各モジュールの要件に応じて、独立した操作または結合操作を選択し、データを保存できます。
2) ツーリング固定具は交換可能で、他のモデルの製品にも適用できます。
3) 摩耗しやすい部品は、個別に交換できる必要があります。
4) 装置の活動性と強度が高いステーションのネジには滑り止め処理を行う必要があり、ベークライトやその他の部品のネジ穴には歯科用ブレースを取り付ける必要があります。
5) 落下、つぶれ、引っかき傷、溶接など、電気コアを損傷する可能性のある部品を避けたり、保護したりしないでください。
6) 装置全体の静電処理は、
会社の要件、および保護プレートの接触部分は、帯電防止材料で作成する必要があります。
7) 機器ごとに照明設備を設置し、省エネランプを設置する。
8) 製品の保護と品質管理:
① 既存の手動ライン操作の要件を下回っていません (詳細については、製品プロセスのフローチャートを参照してください)。
② 作業工程ではバッテリーバーコードをバインドしてカードクローズを実現し、処理漏れや不良品の流出を防ぎます。
(2) 機械的安全要件
1) 国の安全基準および国の安全衛生規則を遵守してください。
2) 機器には、保護ネット、光電保護、保護格子、その他の保護装置など、優れた包括的な安全保護手段が備わっている必要があります。装置の回転部分、危険部分、および危険部分には、保護装置を取り付ける必要があります。
3) 保護装置およびその他の設備は、オペレーターが操作危険領域に入るのを防止するものとします。または、人員が誤って危険領域に入った場合、機器は対応する保護アクションを認識できます。デバイスは、機器制御システムとのリンクとインターロックを実現する必要があります。
4) 頻繁に調整および保守される可動部品およびコンポーネントには、可動保護カバーを装備するものとします。必要に応じて、インターロック装置を取り付けて、保護装置 (保護カバー、保護ドアなどを含む) を閉じないと可動部分を始動できないようにする必要があります。保護装置(保護カバー、保護ドアなどを含む)が開くと、装置はただちに自動的に停止します。
5) 機器の伝送、動作、放射、およびその他の部分には、適切なスクリーン保護デバイスが必要です。
6) ハンドル、ハンド ホイール、プル ロッドなどの機器の操作機構には、便利な操作、安全性、省力性、明確、完全、しっかりした信頼性の高いマークを設定する必要があります。
(3) 電気安全要件
1) 制御システムは、装置のエネルギー供給が異常の場合に危険を引き起こさず、装置自体が損傷したり人員を傷つけたりしないことを保証できます。
2) 制御システムは、可燃性、爆発性、高温、高湿度、腐食の激しい場所から遠く離れている必要があります。やむを得ない場合は、必要なシールド対策を講じ、制御盤は良好な放熱条件を備えている必要があります。制御線は、たとえ線が故障したり損傷したりしても害を及ぼさないことを保証するものとします。
3) 制御システムは、オペレータの操作と観察に便利な位置に配置する必要があります。装置には、特定の状況に応じて必要な非常停止ボタンが装備されています。非常停止機構はセルフロック式で、作動色は赤です。背景色がある場合、背景色は黒とする。ボタン式スイッチの操作部は、手のひら押し式またはマッシュルームヘッド式とする。
4) 機器の電気制御システム: 過負荷保護および短絡保護機能付き。
5) 検査、調整、保守の際、危険箇所を監視する必要のある生産設備や人体の一部が危険箇所に侵入する必要のある生産設備は、誤起動を防止する必要があります。機器が偶発的な起動により個人の安全を危険にさらす可能性がある場合、必須の安全保護装置を構成して、偶発的な起動を防止する必要があります。
6) エネルギーが誤って遮断され、その後再び投入された場合、機器は危険な動作を回避できなければなりません。
7) 三相 5 線式電源方式を採用し、機器シェルには中性点接続保護対策を採用しています。
8) 機器の動作中に、コンポーネントが故障したり、
損傷した場合、機器自体に対応する保護手段があり、機器自体に大きな損傷を与えたり、オペレーターに危害を加えたりすることはありません。アクション実行時間保護: アクションの実際の実行時間が通常の値を超えると、アラームが発生します。誤操作防止: パイプラインのシーリングと圧力解放が緩いため、動作してはならない部分が動作するとアラームが発生します。
9) 配電盤のコンセント周りは電線の消耗を防ぐ対策があり、電源線の途中にコネクタはありません。
6.重要部品のブランドとパッキングリスト
(1) 重要部品のブランド:
番号。 |
標準部品カテゴリ |
機能およびブランド制限の説明 |
1 |
フレーム |
表面塗装焼付処理 |
2 |
ビッグボード |
表面は厚さ20mmの電気メッキです。 |
3 |
機械加工部品 |
アルミ部品のサンドブラスト・酸化処理、鉄部品の電気めっき処理 |
4 |
マンマシン |
バイアロン限定ブランド |
5 |
シーケンサ |
Omron には 3 年間の保証があり、10% のポートが予約されています。 |
6 |
電源 |
Omron、Delta、Mingwei、その他のスイッチング電源 |
7 |
センサー |
パナソニック、カーンズ、オムロン |
8 |
電気制御アクセサリ |
配線バーやその他の電気部品は、少なくとも国内の高品質ブランドでなければなりません |
9 |
コンタクタ |
シュナイダー、オムロン |
10 |
ボタン |
シュナイダー、オムロン |
11 |
普通モーター |
Xintaichuang |
12 |
ステッピングモーター |
レイエス |
13 |
サーボモーター |
パナソニック、フジ |
14 |
I/O ボード |
Lesai, Ni, Gugao |
15 |
普通のシリンダー |
SMC矢出家 |
16 |
ロッドレスシリンダ |
SMC矢出家 |
17 |
電磁弁 |
やでけ |
18 |
ガスソース処理の組み合わせ |
やでけ |
19 |
ベアリングまたはリニアベアリング |
ミスミ、NSK、THKなどのブランド |
20 |
ガイド |
上海銀行、THK、その他のブランド |
21 |
リニアモジュール |
上海銀、ミスミなどのブランド |
22 |
構造標準部品 |
上海銀、ミスミなどのブランド |
23 |
IPC |
Yanxiang |
24 |
モニター |
フィリップス |
(2) パッキングリスト
番号。 |
名前 |
量 |
備考 |
1 |
包装内容明細書 |
1部 |
|
2 |
適合証明書 |
1部 |
|
3 |
取扱説明書 |
2部 |
|
4 |
脆弱部分の加工図 |
1部 |
|
5 |
電気回路図 |
2部 |
電子ファイル |
6 |
IO 接続の概略図 |
2部 |
|
7 |
機器メンテナンスマニュアル |
1部 |
|
8 |
脆弱な部品のリスト |
1部 |
電子ファイル |


![]()



![]()
1. 私たちは機械を供給します バッテリー技術サポート付き。
2. 供給します のフルセット リチウム電池設備 ラボ研究、パイロット規模の研究、生産ライン向け e.


1 標準輸出パッケージ: 内部衝突防止保護、外部輸出木箱包装。
2 最も適した方法を見つけるために顧客の要求に従って明白によって、空気によって、海によって出荷します。
3 配送過程での損傷の責任を負い、損傷部分を無料で交換します。

 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

