 English▼
English▼




- バッテリーパイロット/生産ライン
- バッテリー実験室アセンブリ
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Electrode Preparation
- リチウム イオン電池材料
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- 全電池組立機
- Lithium Battery Production Plant
- 真空グローブ ボックス
- かまど
- 油圧プレス
- Large Press Machine
- Coaters
- PVD Coater
- Ultrasonic Spray Coater
- ボールミル
- 遊星遠心ミキサー/ミル
- 実験機
- 金属電極フォーム
- WhatsApp : +86 18659217588
- 電子メール : David@tmaxcn.com
- 電子メール : Davidtmaxcn@gmail.com
- : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)

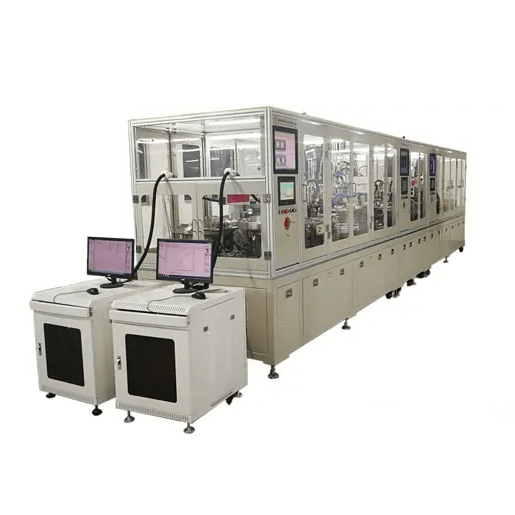
電動工具・ソーラー製品・EV・蓄電池用リチウム電池組立自動化ライン
Model Number:
TMAX-Auto-packPlace of Origin:
China:
Xiamenお支払い:
L/C D/A D/P T/T Western UnionDelivery Time:
5 days
- WhatsApp : +86 18659217588
- 電子メール : David@tmaxcn.com
- 電子メール : Davidtmaxcn@gmail.com
- Wechat : 18659217588
電動工具・ソーラー製品・EV・蓄電池用リチウム電池組立自動化ライン
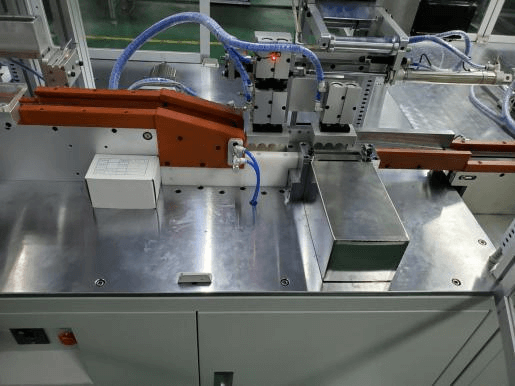
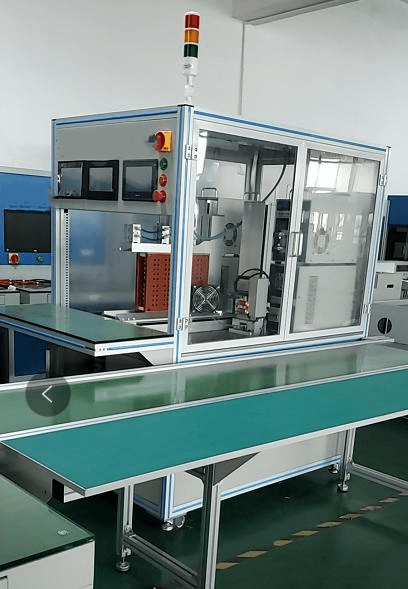
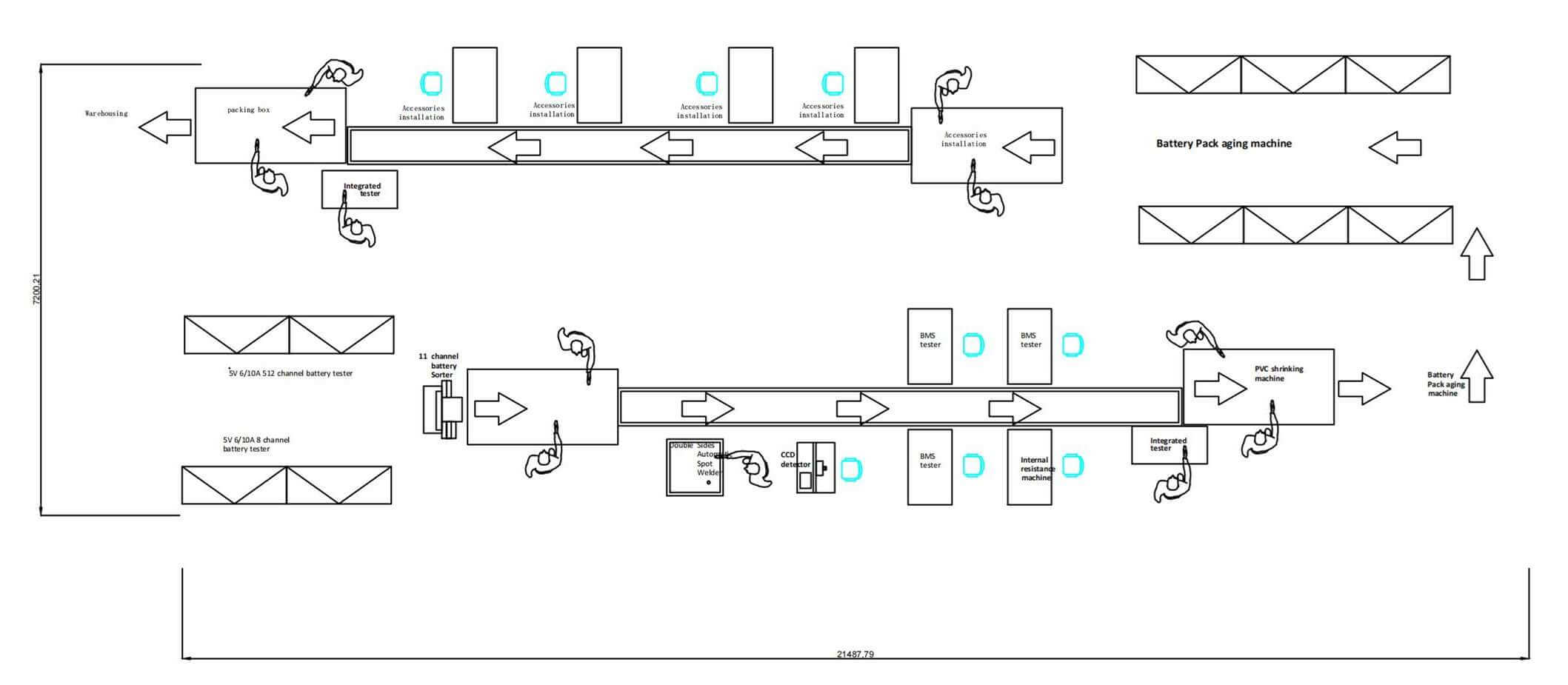
新エネルギー分野でのリチウム電池の幅広い応用により、自動化機器は企業のコア競争力の1つになりました。 Tmaxは独自に開発したリチウム電池パック自動組立ラインシステムで、リチウム電池貼付機、選別機、試験システム、電池パック自動組立システム、CCD視覚認識システム、自動スポット溶接システムを統合し、全自動投入と自動投入を選択します。バッテリーセルの一貫性を確保するための選別構造。セルのバーコードを自動的にスキャンして取得し、パックのバーコードを分類し、バインドして記録し、MES システムと組み合わせて製品生産と製造のデータ情報を完全にトレースできます。
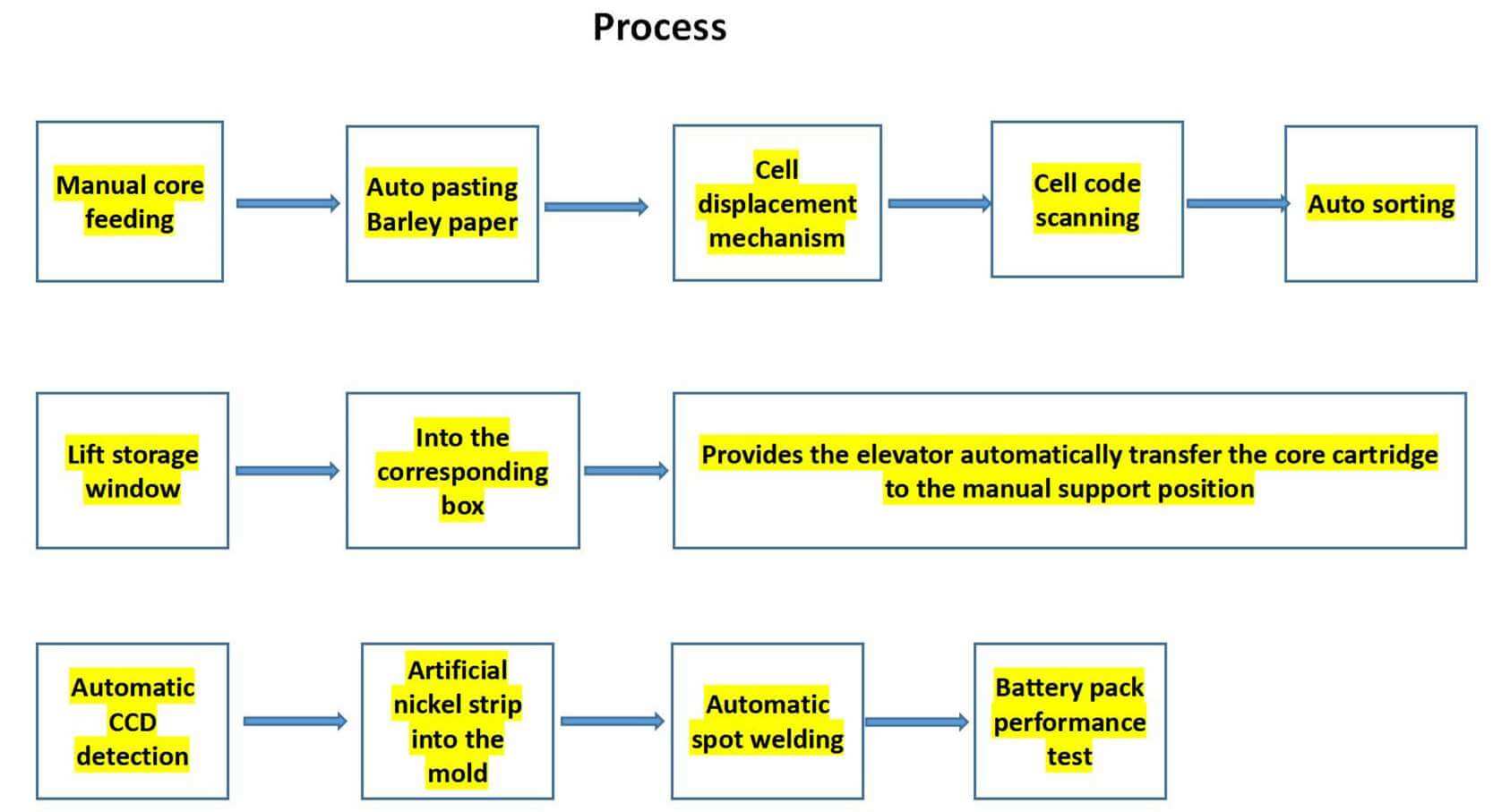
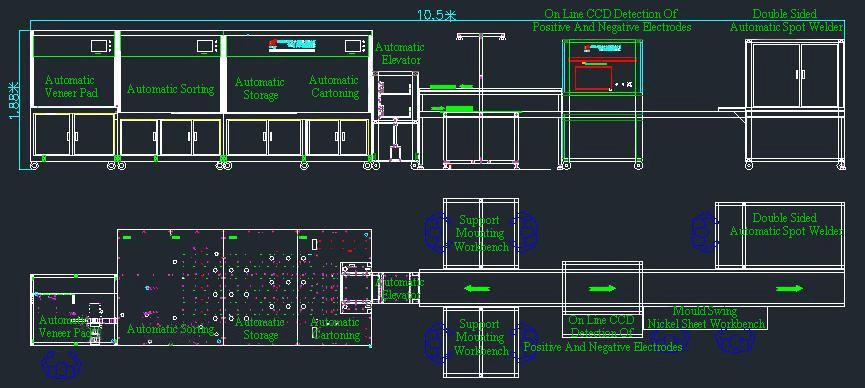
生産ライン図
主な機能
|
技術パラメータ |
絶縁紙貼り付け
|
AC220V±10% 1.6KW 50HZ±10% ガス源: 0.4-0.8 Mpa、水の霧無し、不純物無し 効率を高めるために4ピンパッド機構を使用 可変周波数モーターとカムラムを使用してコアを防止 ダメージ 設計寿命5年の国産ハイス金型 自動ゴミ収集 独自の障害警報システム付き (プロンプトとして削除) 高原麦紙の自動アラーム 金型洗浄の定量的リマインダー シリンダーシリンダー : AirTAC/SMC/新城 空気圧制御要素 : AirTAC/SMC/ Tiangong / qilike センダクションデバイス ): お気に入り 生産効率 : 4500-5000PCS/H
|
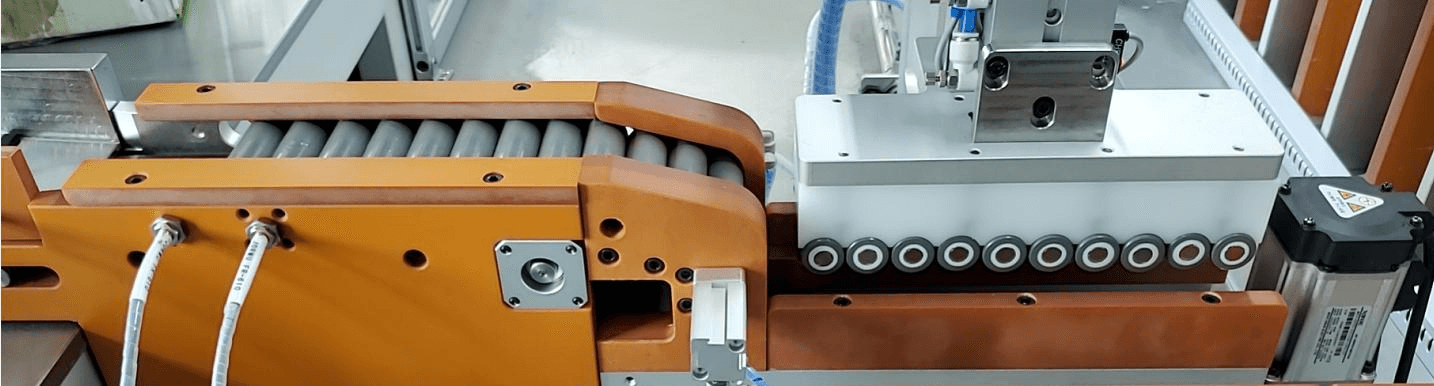
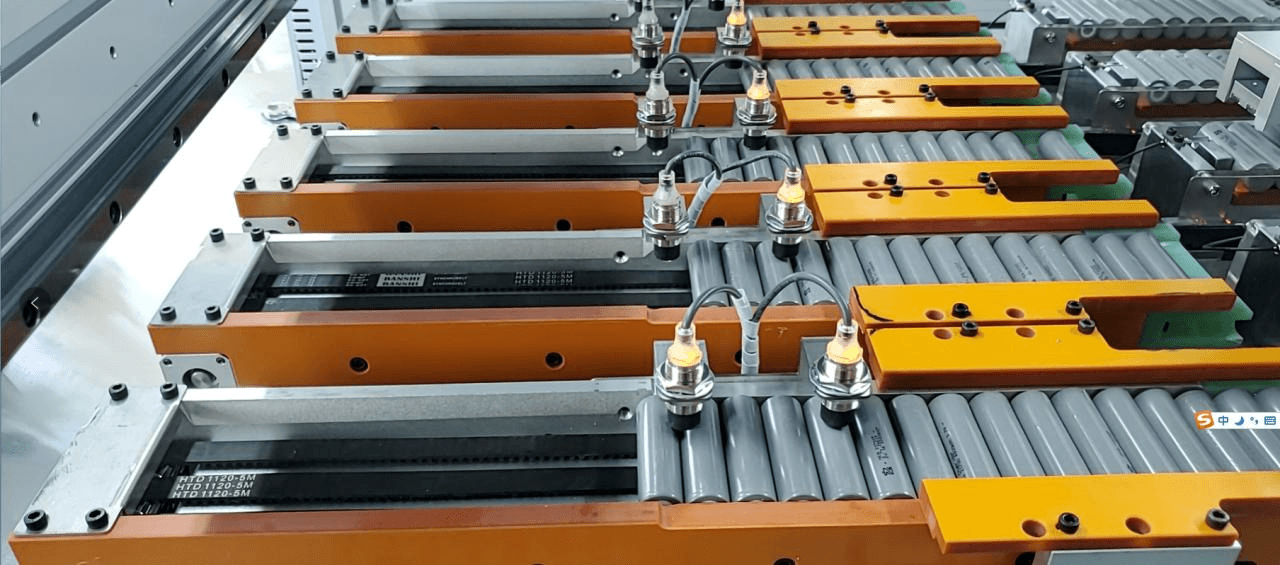
自動セル行間隔機構
|
コアの絶縁紙への自動アクセス、
21700セル間隔による、サーボモーター自動使用
配置、1回あたり10PCS、18650セルも
21700 セル間隔材料、18650 および 21700 セル ユニバーサル
|
自動材料除去機構
|
整列したセルは自動的にコアに転送されます シフト機構 1
|
コアシフト機構1
|
コアをフィード位置からスイープ位置に移動します コアをテスト位置に移動します
|
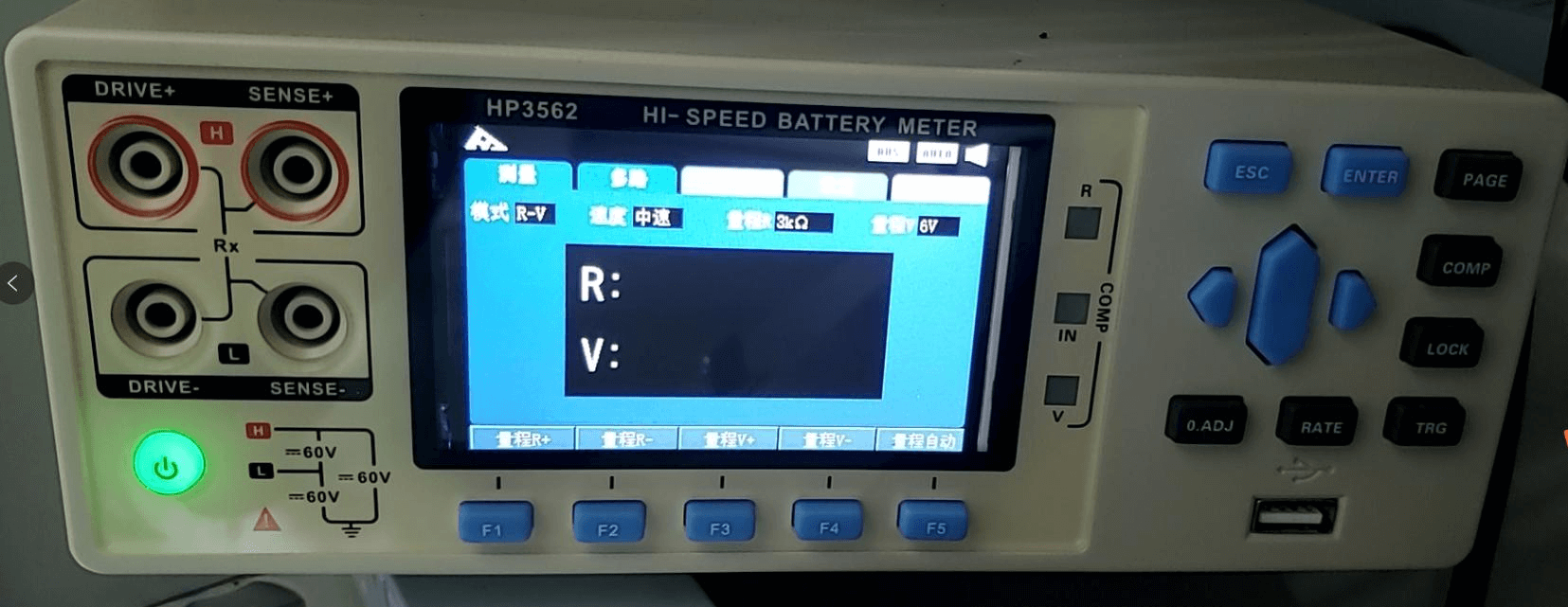
HK3562 電圧内部抵抗テスター
|
(IRテスター) : HK3562 (テストチャンネル) : 12チャンネル
(電圧精度) : 0.000001V
(内部抵抗精度) : 0.01m Ω
(試験ピンタイプ) : KS-100A3000
(針寿命のテスト) : 80 0000回
(効率) : 6000PCS/H
|
自動仕分け組立自動
|
1.電源:AV220V ± 10%; 1.6KW 50HZ ± 10%
2.ガス源:0.4-0.8Mpa、水霧なし、不純物なし
3.3列同期ベルト伝動を採用
4.送信電力:25W減速モーター
5.センサー:オムロン/縦型機
6.ギア数:5 OKギア 7.組立ラインは、電気コアフィードレベルと
コア放電レベル
8.自動搭載機構を備えたコア送りレベル、
コアを取ると自動的に開く
|
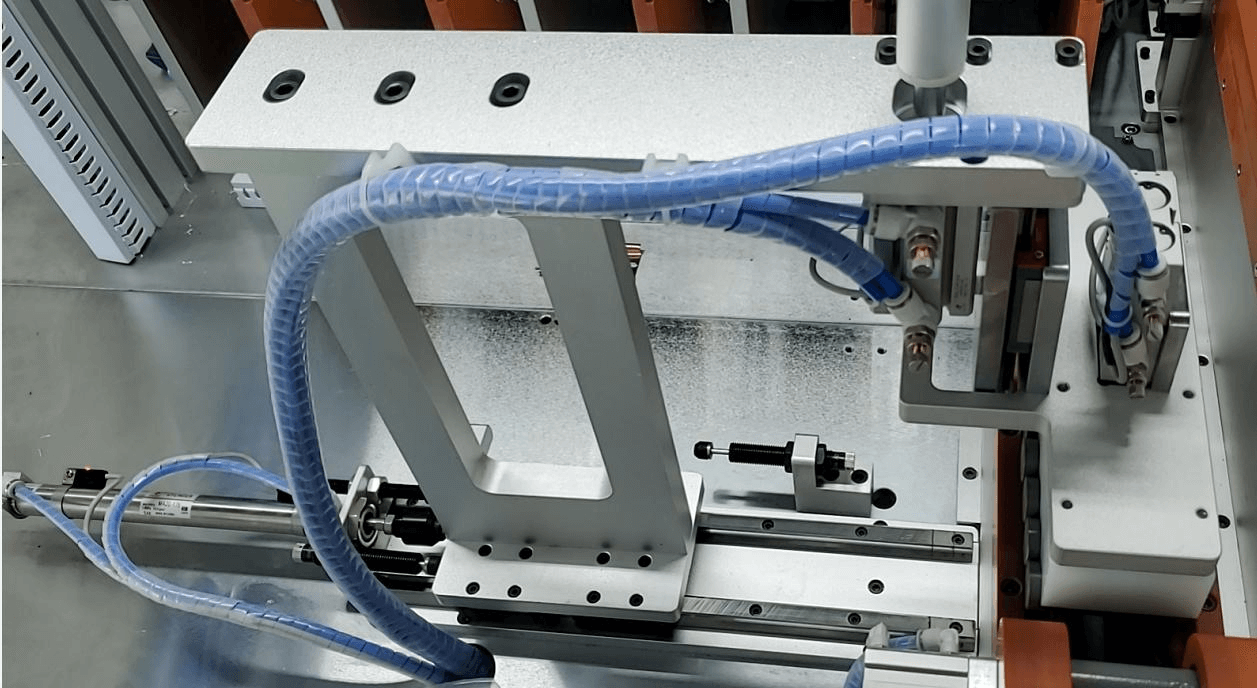
コアシフトマニピュレーターを取り上げる
|
1. 力: AC220V ± 10% 1.6KW 50HZ ± 10% 2.ガス源:0.4-0.8Mpa、水霧なし、不純物なし
3. 台湾製上銀ガイドレール、シルクロッドを使用
4. コア手動電源を取る: 2 軸 400 W サーボ モーター
5. コアモジュールを取り上げる:2軸
6. コアキャプチャ: シリンダー拡張永久磁石、安定して
信頼性のある
7。 制御システム: XD シリーズ PLC プログラマー
8. センサー:オムロン/縦型機
9. 操作インターフェイス: TG-765-UT カラー表示画面、簡単に
操作する
|
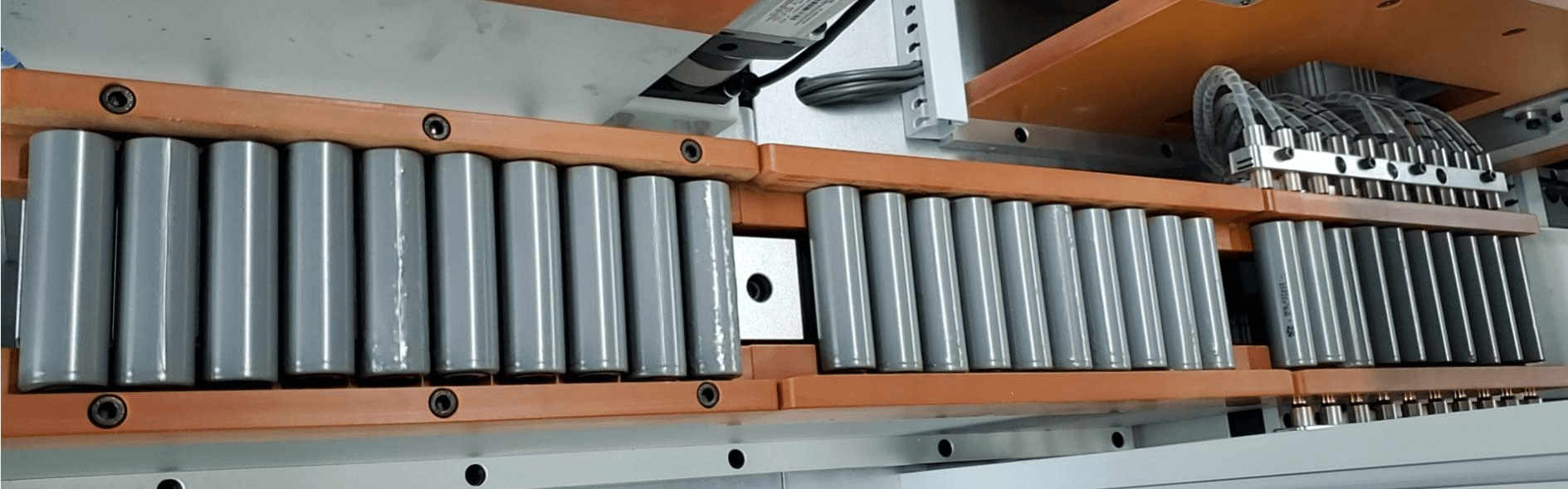
リフト式コア収納窓
|
1.電源:AV220V ± 10%; 1.6KW 50HZ ± 10% 2. 台湾製上銀ガイドレール、シルクロッドを使用
3. リフト力:減速モーター
4. ストレージ容量: 18650、約 240PCS、21700、約 200PCS
5. 上昇速度: 8MM/秒
6. 制御システム: XD シリーズ PLC プログラマー
7。 センサー:オムロン/縦型機
8. 操作インターフェース:TG-765-UTカラーディスプレイ画面、操作が簡単
|
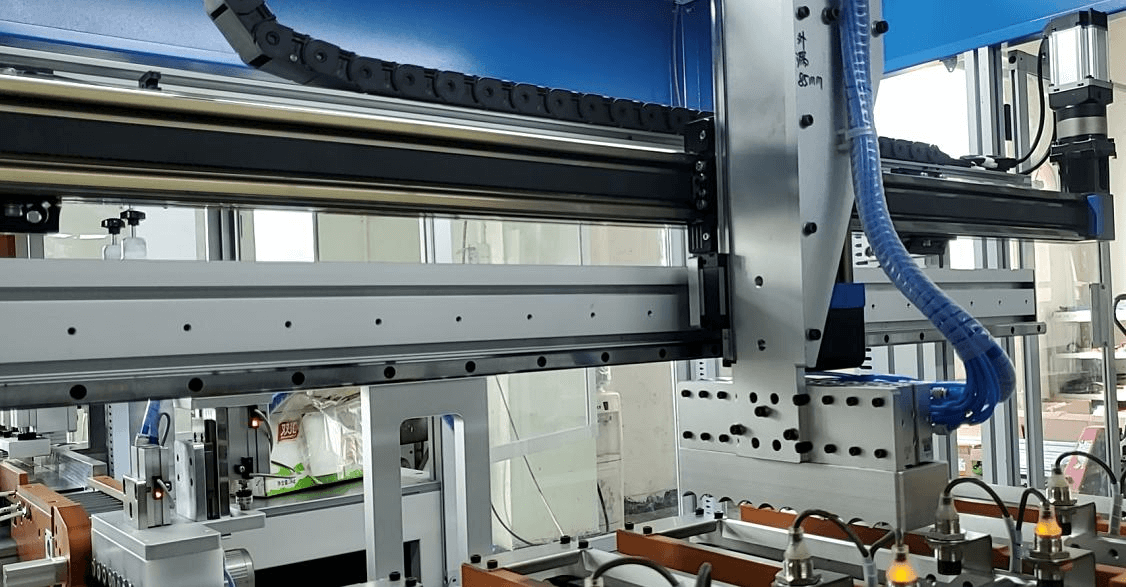
コアシフトマニピュレーター
|
1.電源:AV220V ± 10% 2.4KW 50HZ ± 10% 2. ガス源:0.4-0.8Mpa、水霧なし、不純物なし
3. 台湾製上銀ガイドレール、シルクロッドを使用
4. コア手動電源を取る: 3 軸 400 W サーボ モーター
5. コアシフトモジュール:2軸X 1軸Y 1軸Z
6. コアキャプチャ: シリンダー拡張永久磁石、安定して
信頼性のある
7。 制御システム: XD シリーズ PLC プログラマー
8. 3ポジションコアシフト、素材ベルト選択→コア収納
窓→箱の中へ
|
コアストレージ組立ライン 前 ボックスに入る
|
1.電源:AV220V ± 10% 1.6KW 50HZ ± 10% 2. ガス源:0.4-0.8Mpa、水霧なし、不純物なし
3. 3コラム同期ベルトトランスミッションを使用する
4. 送信電力:25W減速モーター
5. センサー:オムロン/縦型機
6. ギア数: 5 OK ギア
7。 組立ラインは、電気コアフィードレベルと電気に分かれています
炉心放電レベル
8. 自動装着機構付きの芯出しレベル、
コアを取ると自動的に開く
|
コアをボックスマニピュレーターに入れる
|
1. 台湾製上銀ガイドレール、シルクロッドを使用 2. コア手動電源を取る: 3 軸 400 W サーボ モーター
3. コアシフトモジュール:2軸X 1軸Y 1軸Z
4. コアキャプチャ: シリンダー拡張永久磁石、安定性と信頼性
5. 制御システム: XD シリーズ PLC プログラマー
6. ボックス コア ストレージ アセンブリに入る前の 2 つの位置のコア シフト
ライン → ラバーボックス
7。 数字を設定するタッチスクリーンで、マニピュレーターが自動的に
ボックスに入る前に、コア ストレージの組み立てラインからグラブします。
セット数に従って、コアをラバーボックスにロードします。
順序
8. ゴム製ボックスの数: 180PCS までの 18650 セル、21700 セルまで
150個
9. センサー:オムロン/縦型機
10. 操作インターフェース:TG-765-UTカラーディスプレイ画面、操作が簡単
|
自動エレベーター
|
1.電源:AV220V ± 10% 2.4KW 50HZ ± 10% 2. ガス源:0.4-0.8Mpa、水霧なし、不純物なし
3. 台湾アッパーシルバーガイドレール
4. リフト力: 空気圧
5. ボックスの出入り力:25W減速モーター
6. ボックスコンベア:PVCベルトでお届け
7。 制御システム: XD シリーズ PLC プログラマー
8. 3 ポジション コア シフト、ロボット ハンド ボックス ポジション → エレベーターの位置 → 二層組立ライン位置
9. センサー:オムロン/縦型機
10. 操作インターフェイス: TG-765-UT カラー表示画面、簡単に
操作する
|
二層組立ライン
|
上層組立ライン:
L1500MM ベルト幅 400MM、伝動速度 1~3m/分
送信電力: 25W 減速モーター、2MM グリーン PVC ベルト
主な機能: 空のゴム製ボックスを自動的にに接続します
エレベーター
下位クラスの組立ライン:
L5000MM ベルト幅 400MM、伝動速度 1~5m/分
送信電力: 180W 減速モーター、2MM グリーン PVC ベルト
主な機能:バックエンドでのアイテムの受け渡し
|
自動昇降台
|
自動昇降台 中子箱はベルトローラーを通って自動リフトに入り、 二重組立ラインの上部流出に上昇します
二層組立ライン 積み込まれた箱に流れ込む上部組立ライン
コアと一緒に、ボックス全体を手動で取り外して
ブラケット、ニッケルチップ、
金型にコア
|
ダブルステーションベンチ
|
1.L1040*W900*H1600MM
2. アルミニウム合金の生産
3. デュアル ポジション デザイン、15 MM 合板表面のカウンター トップ
帯電防止ゴム貼付、上層変更
4. 10MM強化ガラス
5. コンセントとLED省エネライト付き
|
オンライン CCD
|
1. 力 : AC220V ± 10% 0.6KW 50HZ ± 10%
2. Hikvision 600万HDビデオカメラを採用
3. 識別システム: 独自に開発
4. ビデオの幅: 420 * 300MM 以内
5. 実行装置:産業用制御機、純正WIN7システム
6. 主な機能: 正極と負極の検出を行い、
挿入されたコアの比較、間違った位置または極反転アラーム
操作を停止し、手動確認後解除
7。 スキャン効率: 上記の単電池セットは 3 秒 / 回
|
電池パック両面スポット溶接機
|
1. MDA8000Bトランジスタスポット溶接電源は、
標準として標準
2. 電流検知機能、仮想溶接、焼き火災報知器付き
3. 5軸ピュアサーボモーター操作
4. スポット溶接座標データは、U ディスク インポート モードまたは配列モードを採用
5. プラス極とマイナス極の溶接電流が異なる(スポット溶接)
溶接仕様)
6. スポット溶接なしで単芯を定位置にセット可能
7。 両面スポット溶接、より良いスポット溶接効果、より安定
8. スポット溶接効率:4500PCSコア/H以上(2点、4点)
良い点と悪い点4点)
9. スポット溶接ニッケルパッド :
♦ 0.08~0.15 ニッケルメッキや純ニッケルでは流れが明るくならない場合があります
開先溶接
♦ 0.15-0.2 ニッケル メッキまたは純ニッケル、啓発流路
溶接をお勧めします
♦ 0.2 mm 以上 - 0.5 ニッケルまたは純ニッケル メッキ推奨バンプ
溶接
|
バッテリー統合性能
テスター
|
電源:AC220V 50HZ
連続出力電力:2KW
連続負荷電力:6KW
最大電圧:100V
最大充電電流:20A
最大放電電流:120A
|
背部組立ライン
|
1. 線形仕様: L12*W1.1*H2 m (調節可能)
2. アルミニウム合金の生産
3. 電源コンセント、給気コネクタ、LED省エネランプ付
4. モジュール溶接後、組立工程を完了
|







生産効率 : 約 3600-4000PCS/H
装備成長率 : 98%
性能試験、後半部分は1駅あたり1~2人で組み立てた
設備の溶接資格率 : 99.9%




 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

