 English▼
English▼




- バッテリーパイロット/生産ライン
- バッテリー実験室アセンブリ
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- リチウム イオン電池材料
- バッテリー
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- 全電池組立機
- Lithium Battery Production Plant
- 真空グローブ ボックス
- かまど
- Coaters
- PVD Coater
- 油圧プレス
- Large Press Machine
- 遊星遠心ミキサー/ミル
- ボールミル
- 実験機
- Cutting Machine
- 金属電極フォーム
- WhatsApp : +86 18659217588
- 電子メール : David@tmaxcn.com
- 電子メール : Davidtmaxcn@gmail.com
- : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)
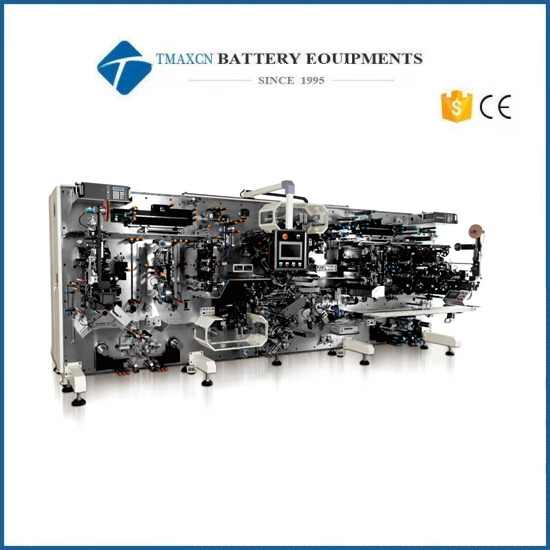
18650 21700 26650 32700 円筒セル自動電極製造・巻線機
Model Number:
TMAX-LPW-21/70-CPlace of Origin:
Chinaお支払い:
L/C D/A D/P T/T Western UnionDelivery Time:
5 days
- WhatsApp : +86 18659217588
- 電子メール : David@tmaxcn.com
- 電子メール : Davidtmaxcn@gmail.com
- Wechat : 18659217588
18650 21700 26650 32700 円筒セル自動電極製造・巻線機
装置 私 はじめに
この装置は、リチウム電池セルの生産と巻き取り機能を統合しています。溶接時 タブ 試験する電池の正極片と負極片の タブ 生産工程で切断されなければならない (切断の長さ タブ 調整可能)、および タブ 超音波溶着機で溶着し、保護テープを貼り付けます。生産プロセスが完了すると、装置は自動的に巻き取ります。 電極 と セパレーター 、終端接着剤を貼り付けます。傷 ゼリーロール 転送メカニズムを介して送信されます。転送プロセスには、次のようなメカニズムが含まれます。 細胞 不良品の次工程への流出を防ぐため、ホットホール、ショート検出、不良品の排出を行います。
操作材料の仕様:
|
番号。 吊り下げシャフトの |
幅 (んん) |
T 厚さ (μ) |
L 長さ (んん) |
マテリアルマックス え 外部 D 直径 |
私 内径 |
C 陰極 電極 |
2 |
55-63 |
80 ~ 300 |
60 0-1 7 00 |
φ500 |
φ76.2 |
陽極電極 |
2 |
57-6 4 |
80 ~ 250 |
60 0-1 7 00 |
φ500 |
φ76.2 |
S セパレーター |
2 |
58-6 6 |
1 4 ~ 25 |
----- |
Φ 3 00 |
φ76.2 |
陰極タブ |
2 |
3- 5 |
80 ~ 150 |
5 0-70 |
Φ 3 00 |
Φ 80 |
陽極タブ |
2 |
3- 5 |
80 ~ 1 20 |
5 0-70 |
Φ 3 00 |
Φ 80 |
C 陰極タブテープ |
4 |
10 ~ 20 |
20 ~ 80 |
55-65 |
Φ 200 |
φ76.2 |
陽極タブテープ |
4 |
10 ~ 20 |
20 ~ 80 |
55-66 |
Φ 200 |
φ76.2 |
陰極被覆接着剤 |
2 |
10 ~ 15 |
20 ~ 100 |
9-12 |
Φ 200 |
φ76.2 |
T 終了 テープ |
2 |
15 - 60 |
20 ~ 70 |
--- |
φ200 |
φ76.2 |
*上記の技術パラメータは、お客様の要件に応じて変更できます。
超音波の仕様 スポット 溶接:
超音波溶着機のブランドと数量
陰極 :2セット
アノード :2セット
2) 溶接スポットの要件 (顧客の要件に応じて調整可能)
3mm用 陰極 × 25mm ストリップ; 3mm アノード ×4mmポイント形状、全長25mmで4ポイント。
3) 溶接ヘッドの寿命
陰極 溶接ヘッド ≥ 100 万回 (両面);
アノード 溶接ヘッド ≥ 200000 回 (両面);
の 陰極 と アノード 溶接ヘッドには、それぞれ 2 つの溶接面があります。
溶接ポイントの要件:溶接マークが明確で、長さ方向の溶接張力 タブ ≧20 N .
正極の少なくとも2/3が箔肉で接着され、負極の少なくとも3点が箔肉で接着される。
4) の数 タブ
陰極 1-2 タブ 、 アノード 1-2 タブ ;
2. 電極 保護接着剤貼り付け工程
(お客様のご要望に応じて調整可能)
1) 正極の 2 つのグループが貼り付けられます。
2) 負極 2 組の接着剤。
4. N 針仕様
巻き針の直径:3.5mm。
受け入れは21700に基づいています バッテリー (の終わり セパレーター) .
4.0 などの他の仕様は置き換え可能であり、対応する仕様は置き換える必要があります。
設備容量:
セパレーター 外注生産スピード ≥ 22ppm
長さ1500mm 電極 ピース ( 陰極 2 タブ s、反対側の接着剤の2つのグループ。 アノード 1または2 タブ s、反対側の接着剤の 1 つまたは 2 つのグループ、ダイアフラム エンディング方式、正極バイポーラ付き タブ 溶接)
注:「ポールピースとダイヤフラムの流入材料は、機械操作のための原材料の要件を満たす必要があります」
銅箔委託生産スピード ≥ 20ppm
長さ1500mm 電極 ピース ( 陰極 2 タブ s、接着剤の 2 つのグループ。 アノード 1または2 タブ s、接着剤1組または2組、銅箔結線方式、正極バイポーラ付 タブ 溶接)
注:「ポールピースの入ってくる材料と セパレーター 機械操作のための原材料の要件を満たす必要があります」
2.植栽率 ≥ 96%
生産率=生産実績数/(設備生産速度×実稼働時間)。
3.収量 ≥ 99%
歩留まり=良品数/生産実績数(材料不良を除き、装置製作時にダイアフラム1巻ごと陽・陰板を除去し、不良品として記録しない)





 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

