 English▼
English▼




- バッテリーパイロット/生産ライン
- バッテリー実験室アセンブリ
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Electrode Preparation
- リチウム イオン電池材料
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- 全電池組立機
- Lithium Battery Production Plant
- 真空グローブ ボックス
- かまど
- 油圧プレス
- Large Press Machine
- Coaters
- PVD Coater
- Ultrasonic Spray Coater
- ボールミル
- 遊星遠心ミキサー/ミル
- 実験機
- 金属電極フォーム
- WhatsApp : +86 18659217588
- 電子メール : David@tmaxcn.com
- 電子メール : Davidtmaxcn@gmail.com
- : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)

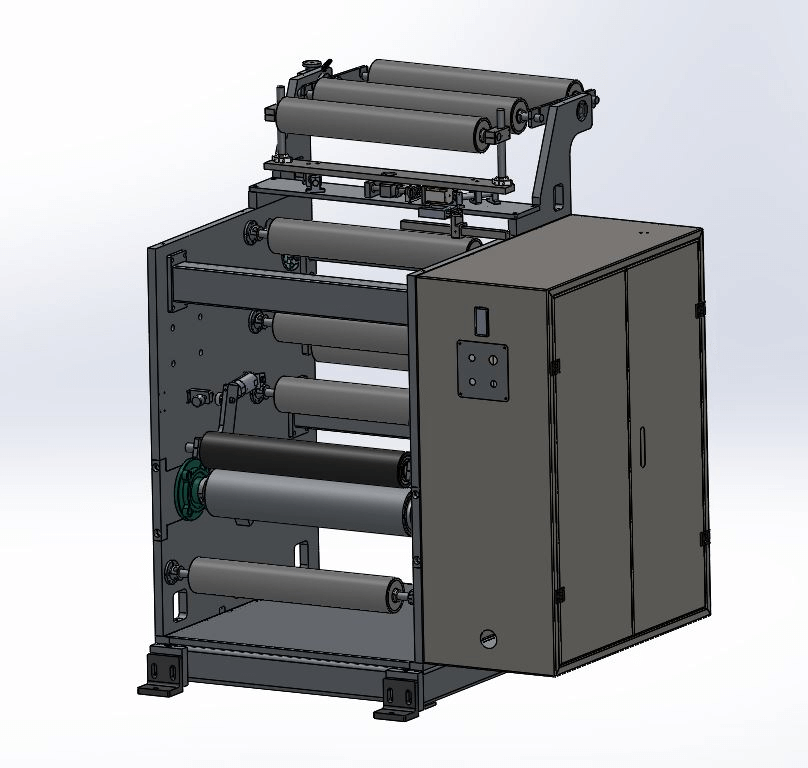
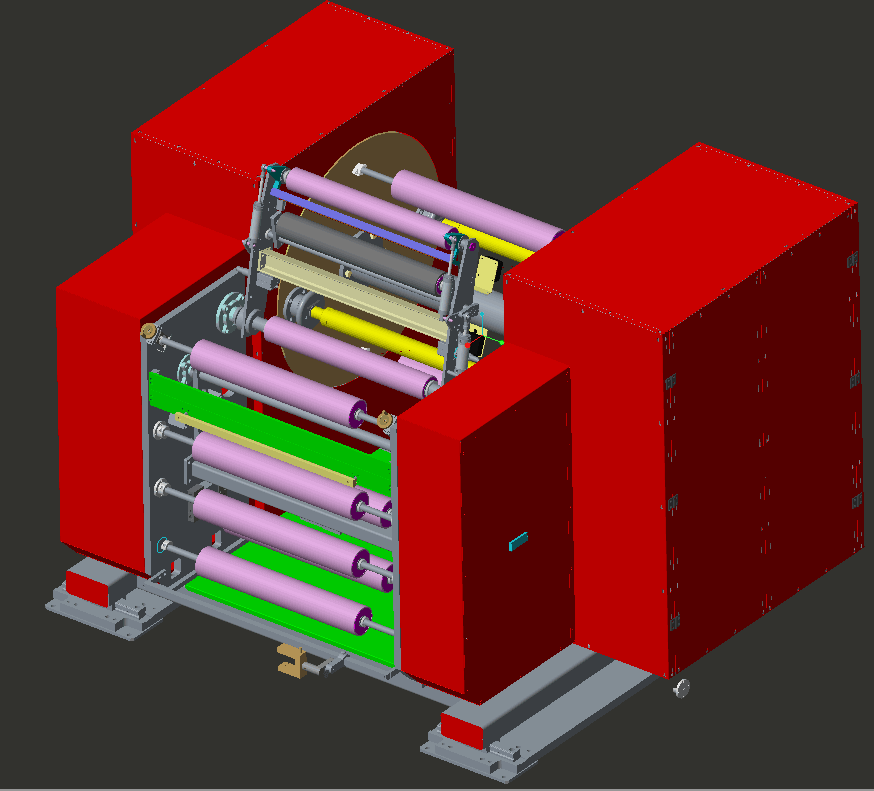
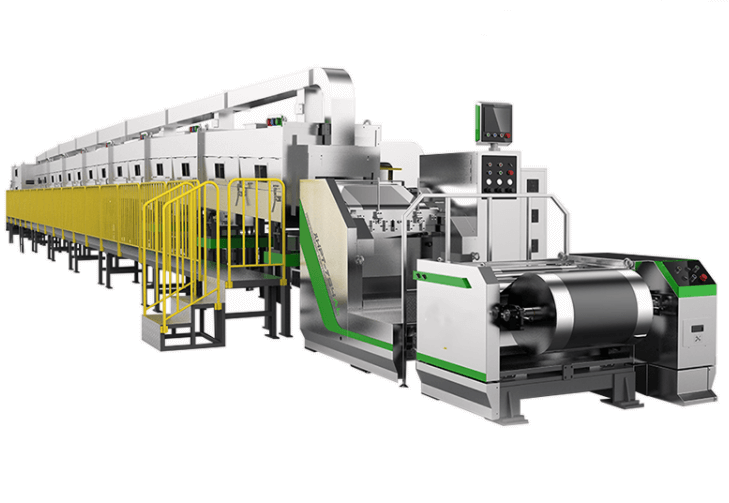
両面スロットダイコーター
Model Number:
TMAX-ZL-J750-40お支払い:
L/C D/A D/P T/T Western UnionDelivery Time:
5 days
- WhatsApp : +86 18659217588
- 電子メール : David@tmaxcn.com
- 電子メール : Davidtmaxcn@gmail.com
- Wechat : 18659217588
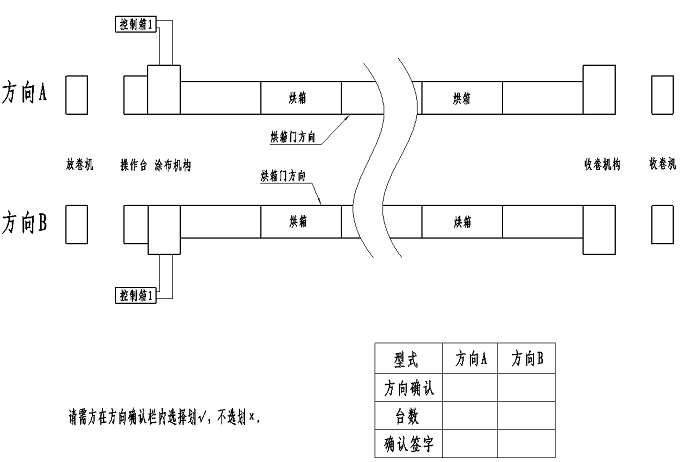
私。 コーター構造の簡単な紹介
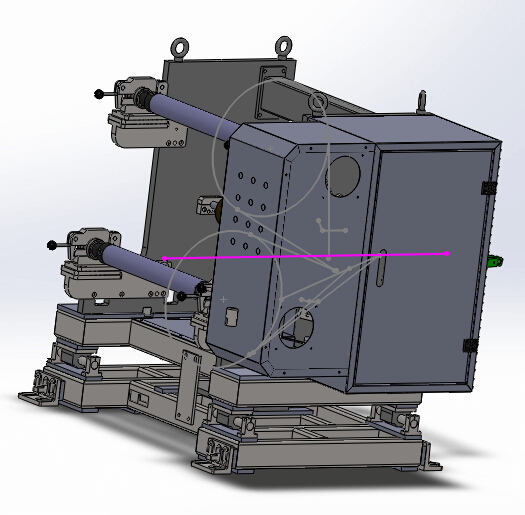
1.巻き戻し機構
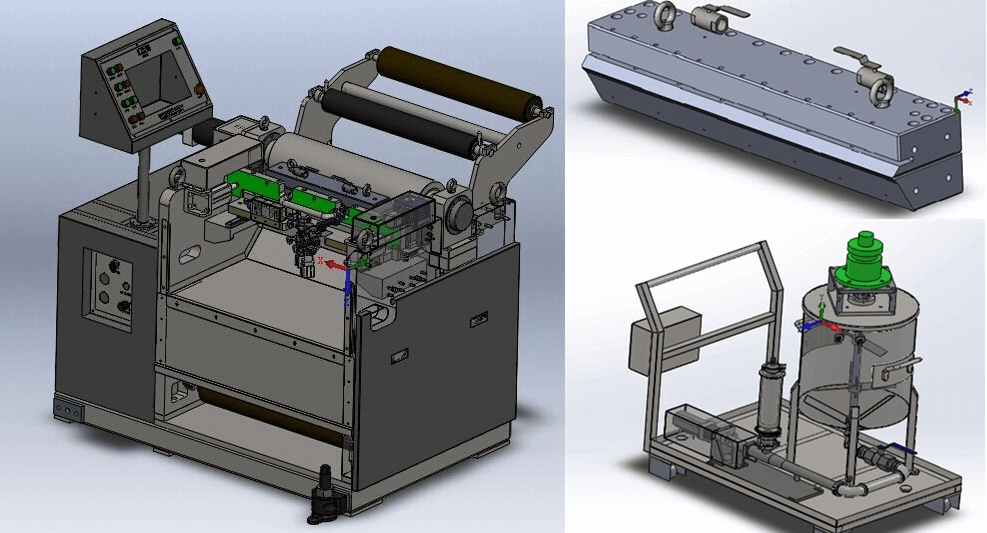
2. 塗布機構(2セット)
3.オーブン機構(2層40m)
4.牽引機構(2セット)
5. 巻き上げ機構
6. 制御システム
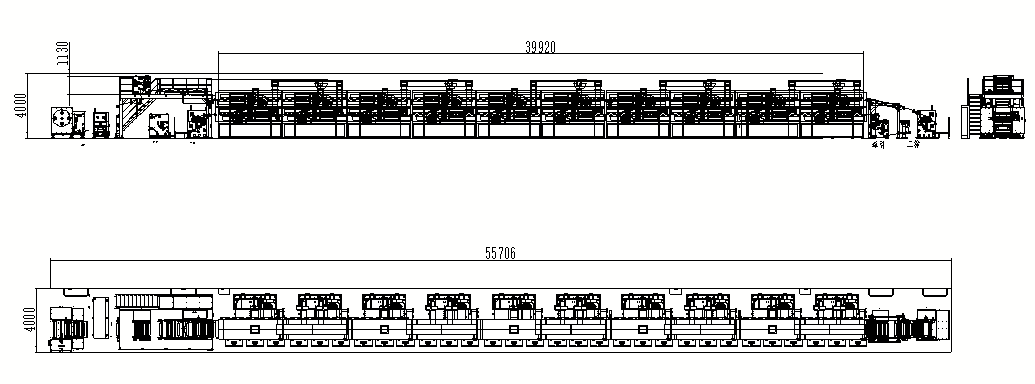
コーティング装置の全体のサイズと重量:
サイズ : 長さ55000mm×幅4000mm(メンテナンススペース除く)×高さ4000mm
W 8: 約 40 T
機能概要:
ZL - J シリーズコーティング機は、プロのリチウム電池電極コーティング装置です。
▲ 油性または水性リン酸鉄リチウム、油性コバルト酸リチウム、三元系、マンガン酸リチウム、マンガン酸ニッケル コバルト リチウム、油性または水性負炭素グラファイト、チタン酸リチウムおよびその他のスラリー システムのコーティング プロセスに適用できます。
▲全自動PID閉ループ張力制御システムを使用すると、張力制御の精度は±1nのレベルに達する可能性があります。
▲シーメンスPLC制御システムや高精度サーボモーターなどの輸入標準部品を使用して、表面密度とサイズの点でコーティング製品の超高一貫性と安定性を確保します。機械全体の標準部品に占める輸入標準部品の割合は85%にも及びます。
▲ 高速コーティング、高精度、高濃度の特性により、動力電池の好ましいコーティング装置です。
Ⅱ. 機器の技術パラメータと主な構成
( あ ) 主な機器構成 :
N o. |
N あめ |
原産地 |
1 |
あ 赤外線スイッチ |
シュナイダー(フランス) |
2 |
シーケンサ |
シーメンス(ドイツ) |
3 |
T タッチ画面 |
シーメンス(ドイツ) |
4 |
M モジュラー |
シーメンス(ドイツ) |
5 |
中間リレー |
シュナイダー(フランス) |
6 |
サーボモーター |
シーメンス(ドイツ) |
7 |
ダイレクトドライブサーボモーター (DDR) |
レックスロス(ドイツ) |
8 |
供給圧力検出 |
Bd.sensors/valcom (ドイツ/日本) |
9 |
精密定量ポンプ |
Heishin (Japan) |
10 |
低摩擦シリンダ |
騰倉(日本) |
11 |
遊星減速機 |
ニューカッスル(ドイツ) |
12 |
サーキットブレーカー |
シュナイダー(フランス) |
13 |
交流コンタクタ |
シュナイダー(フランス) |
14 |
ソリッドステートリレー |
Xinda (Taiwan) |
15 |
熱保護 |
シュナイダー(フランス) |
16 |
T ハーモスタット |
オムロン(日本) |
17 |
自動偏差補正 |
相棒(国産) |
18 |
フルオートテンション |
PID閉ループ制御(自作) |
19 |
主排出(受入)モーター |
シーメンス(ドイツ) |
20 |
光ファイバーエレクトリックアイ |
キーエンス(日本) |
21 |
深溝玉軸受(頭部) |
NSK (日本) |
22 |
コーティングローラー |
硬質クロムメッキ(自作) |
23 |
ガイドローラー |
Φ118アルミ合金 表面アルマイト仕上げ rc0.4(国産) |
24 |
周波数変換器 |
レックスロス(ドイツ) |
25 |
ナイフ調整おろし定規 |
キーンズ(日本) |
26 |
ファン(ステンレス) |
Hongjian (国内) |
27 |
押出ヘッド |
三菱 |
28 |
デジタル圧力計 |
ボーデ(スウェーデン) |
29 |
空気圧部品 |
SMC(日本) |
( B ) 脆弱な部品 : |
|||||
いいえ。 |
N あめ |
ブランド |
Q 体格 |
在庫時間 |
R コメント |
1 |
スチールローラー |
自制心 |
1個/2セット |
30日 |
輸入クロムメッキ材料 |
2 |
スチールローラーベアリング |
NSK/NTN |
2/1セット |
15日間 |
調達サイクルによる |
3 |
加熱管 |
国内の |
3個/セット |
1日 |
|
4 |
熱電対 |
国内の |
1個/セット |
1日 |
最長の乾燥経路に適応 |
5 |
内六角スパナ |
国内の |
1セット/セット |
1日 |
|
6 |
調節可能なレンチ |
国内の |
1個/セット |
1日 |
|
7 |
バルブボディシールリング |
国内の |
1セット/ 単位 |
1日 |
|
8 |
トルクレンチ |
日本 |
1セット/ 単位 |
15日間 |
|
9 |
ダイヘッド昇降台車 |
国内の |
1セット/ 単位 |
15日間 |
|
10 |
大理石のプラットフォーム |
国内の |
1セット/ 単位 |
10日間 |
|
11 |
給水管 |
国内の |
12m/セット |
1日 |
|
12 |
ポールサンプラー |
国内の |
1/セット |
2日 |
|
13 |
S 彼 |
TMAX |
3セット/ 単位 |
15日間 |
|
( ハ ) 自動給餌システム : 自動投入装置(60L)を標準装備。
(ニ) 外観色 : ステンレス部分を除いて、箱の色は需要家から提供された標準色カードに準拠しています。
( え ) デバイス機能:
いいえ。 |
P ロジェクト |
T 技術パラメータ |
ノート |
1 |
適切なシステム |
油性または水性リン酸鉄リチウム、コバルト酸リチウム、マンガン酸リチウム、三元系、ニッケルコバルトマンガン酸リチウム、チタン酸リチウム、カーボングラファイトなど |
|
2 |
操作基板パラメータ |
アルミホイル(Cu): 厚さ 9 ~ 25um; 幅 300 ~ 720mm; ロール径 max.500mm; 重量 max.500kg; |
|
銅箔 (Cu): 厚さ 4.5 ~ 30um; 幅 300 ~ 720mm; ロール径 max.500mm; 重量 max.500kg ; |
シングルサイドライトまたはダブルサイドライトのいずれか |
||
3 |
ロール面の設計幅 |
750 んん |
|
4 |
塗布幅保証 |
200~680mm |
|
5 |
設備の機械走行速度 |
4 0m/分 |
|
6 |
設備塗装速度 |
1 -3 2 /分 ; |
乾燥具合にもよりますが |
7 |
スラリー粘度に最適 |
2000~16000Cps ( P 積極的な ポール ) 1000~16000Cps ( N マイナス極 ) |
|
8 |
片面塗工乾燥膜厚範囲 |
40~200g/㎡ |
|
9 |
最小間欠長 |
塗布速度< 15m/分以内の5mm; 25m/分以上のコーティング速度 < 8mm; |
|
10 |
複数のセクションの最小コーティング長 |
50mm |
コーティング速度≤ 12m/分 |
11 |
溶剤特性 |
油性溶剤 NMP(s.g=1.033,b.p=204℃) |
|
水性溶媒 H2O/NMP(s.g=1.000,b.p=100℃) |
|
||
12 |
適切な固形分 |
P 正電極 S . C. 60%±20% |
|
N マイナス極 S . C. 50%±15% (PVDF システム) S . C. 50%±10% (SBR システム) |
|
||
13 |
P 割合 |
P 正電極 1.5—2.59/cm2 N 負極 1 ~ 1.89/cm2 |
|
14 |
コーティング方法 |
2層表裏3段不等間隔コーティング/2面自動追尾/連続コーティング/フィールドラティスコーティング |
|
15 |
ロールチェンジモード |
マニュアル |
|
16 |
基板走行方向 |
フォワードコーティング、基板フォワードおよびリバースエンプティフォイル操作 |
|
( ふ ) 各部の構造紹介 :
1、 巻き出し機構(ダブルアーム・ダブルサポート・手動巻き戻し) :
いいえ。 |
事業 |
T 技術パラメータ |
ノート |
1 |
ローラー取付構造 |
CNC加工一体型縦板取付(厚さ30mm)。 |
|
2 |
ローラー表面処理 |
金属アルミローラーの表面酸化処理、表面硬度HRC65;オーバーロール円振れ ≤ 20 μ m ; 表面粗さ Ra0.2;平行度 ≤ 0.1mm; |
|
3 |
テンションコントロールシステム |
ダブル クローズド ループ速度制御モード: 1. スイング ロール PID 同期制御 2. サーボ モーターは、クローズド ループで張力を調整します。張力表示表は張力値 3 を示します。調整可能な張力範囲は 0 ~ 300n で、張力変動は± 1.5% 以下です。 |
|
4 |
補正方法 |
自動EPC制御、ストローク120mm |
|
5 |
コイリング方法 |
巻き上げと巻き下げ |
|
ロールは 3 インチのインフレータブル シャフトで固定されています。 |
|
||
二重空気拡張シャフトの巻き出し、両面サポート |
|
||
手動ベルト受け台、ダブルプレッシャーバーモード |
|
||
6 |
基板走行方向 |
フォワードとリバース |
|
7 |
基板走行速度 |
50m/分 |
|
8 |
最大巻き出し直径 |
Ф500mm |
|
9 |
インフレータブルシャフトの最大支持力 |
600キロ |
|
10 |
インフレータブルシャフトの巻き戻し数 |
2記事 |
|
11 |
制御システム |
機能操作ボタンを設定して、テープ接続、一時停止、非常停止、正逆回転、左右合わせなどの操作を完了します。 |
|
12 |
巻き出し速度 |
巻き戻し速度は、設定されたコーティング速度とリアルタイムの張力変化データに従って、PLCによって制御されます。巻き戻し力は、AC モーター + タービン減速機によって提供されます。 |
|
2、 ヘッド構造 (1度塗り、2度塗り) :
いいえ。 |
P ロジェクト |
T 技術パラメータ |
ノート |
1 |
設置構造モード |
CNC加工の厚さ70mmの一体型垂直板構造、総重量2.6トン、接地鉄板を増やし、接地面積を減らします。 |
|
2 |
主駆動モーター |
S エルボモーター |
|
3 |
ゴムローラー構造 |
張力の非分離による張力不安定を防止し、塗工面密度の安定性を確保します。 |
|
4 |
ダイヘッドとコーティングローラーの距離調整 |
サーボモーターは、クローズドループトラッキング制御用の高精度絶対変位センサーと連携します。距離は画面を介して設定され、1〜5000um、調整分解能は0.1um、繰り返し位置決め精度は≤±0.3umです。 |
|
5 |
ダイヘッドの選択 |
三菱特殊押出ヘッドのダイリップは、耐摩耗性、耐食性に優れた超硬合金鋼を使用し、表面は炭化タングステンまたは窒化クロムで処理されています。真直度と平面度は ≤ 1.5 µ M |
|
6 |
ダイキャビティ構造 |
マルチプレッシャーキャビティスリット(スプレー)コーティングヘッドが採用されています。これは、プロセス適応性が高く、横方向の圧力のバランスをとるのに役立ち、横方向のコーティングの厚さを一定にします。コーティングヘッドの上型にはたわみ調整機構が設計されており、上下のダイリップの平行度を調整できます。 |
|
7 |
圧力監視システム |
供給圧力監視、還流圧力監視、ダイキャビティ圧力監視。給餌プロセスをリアルタイムで監視し、0.001mpa以下の精度で詰まりが発生した場合にアラームを発することができます |
|
8 |
給餌システム |
日本のビンシェン精密スクリューポンプ(2nbl15f(sus+epdm)ポンプ)+精密サーボモーター、効果的な60Lターンオーバーバケット(材料コンテナ)、および液面検出と液面混合の機能を備えており、スラリーの沈降とオーバーフローを防ぎます。 |
|
9 |
塗布間欠機能 |
塗布サイズの安定性を確保するため、サーボ間欠制御弁方式を採用。 |
|
10 |
頭尾痩せ機能 |
サーボ間欠制御バルブシステムは、ヘッドとテールの減肉時間と間欠バルブスイッチのストロークを調整して、リアルタイムでヘッドとテールの厚さを調整できます。 |
|
11 |
ダイヘッド水平調整機能 |
ダイヘッドを水平位置でわずかに±10mm調整できるように、正確なリニアガイドレールガイドと手動水平調整モードを採用します。表裏の縦位置合わせ精度の確保 |
|
12 |
ダイヘッド上部とダイヘッド下部のマッチングと組立 |
デジタル トルク レンチは、アセンブリの一貫性とダイ ヘッドの精度を確保するために使用されます。 |
|
13 |
ローラー表面処理 |
金属アルミローラーの表面酸化処理、表面硬度HRC65;オーバーロール円振れ ≤ 20 μ m ; 表面粗さ Ra0.2;平行度 ≤ 0.1mm; |
|
14 |
コーティングロール(スチールロール) |
表面は直径Φ295mmの輸入硬質クロムメッキです。 |
|
15 |
T ション |
全自動 PID 閉ループ制御一定張力、張力範囲 1 範囲 0 ~ 50n、張力制御精度 ± 1n |
|
16 |
スタンドアローンの頭の位置 |
乾燥前の設置と操作 |
|
17 |
レーザーアライメント機能 |
レーザーアライメント機能を使用して、手動でアライメントの程度を判断します。 |
|
3、 乾燥チャンネル(サスペンションオーブン)
いいえ。 |
P ロジェクト |
技術パラメータ |
述べる |
1 |
オーブンの構造 |
最初の 4 つのセクションは主な伝送船構造であり、最後の 6 つのセクションはサスペンション オーブン構造です。 |
|
2 |
オーブンの長さ |
40メートル(4メートル/セクション、合計10セクション) |
|
3 |
T 素材のはみ出し |
ステンレス、内槽国家規格SUS304、外槽国家規格SUS201 |
|
4 |
オーブンガイドローラーの運転モード |
最初の 4 つのセクションは主要な伝送構造であり、最後の 6 つのセクションはサスペンション オーブンです。 |
|
5 |
温度管理 |
通常の使用温度制御と過熱監視アラームの保護制御に分かれています。過熱の場合、可聴および視覚アラームが表示され、メインの加熱電源が遮断されます。各セクションは完全に独立して制御されます |
|
6 |
H 食べ方 |
電気暖房、熱風循環構造 |
|
7 |
シングルセクションオーブンの加熱能力 |
シングルセクション 24kw/4m (最大始動電力) |
|
8 |
乾燥チャンネルの温度 |
設計 Max150 ℃、シングル セクション オーブン内の温度差 ≤ 5 ℃ |
|
9 |
動作中のボックス表面温度 |
≦45℃ ; 中綿の厚さは100mmです。 |
|
10 |
ブローモード |
上部と下部の空気吹き出し、上部と下部の空気量は、微調整できるバルブを介してそれぞれ制御できます。上気室と下気室で発熱体を共有 |
|
11 |
各セクションの排気量制御 |
メカニカルバルブによる独立制御と微調整 |
|
12 |
エアノズルの構造 |
最初の 4 つのセクションの吹き出し方向は水平から 30 度で、エアノズルの溝は特殊な金型でスロット加工されています。最後の 5 つのセクションは、調整可能なエア ノズル フックです。 |
|
13 |
ファン制御 |
ACコンタクタ制御 |
|
14 |
加熱制御 |
ソリッドステートリレー |
|
15 |
ファンの材質 |
国家規格SUS304ステンレス鋼 |
|
16 |
溶剤回収システム |
いいえ、インターフェイスのインストールのみを支援します |
|
17 |
NMP 溶媒濃度アラーム |
インストール インターフェイスを提供します。 (別途お見積もりいたします) |
|
18 |
気室圧力監視 |
なし (この関数は別途引用する必要があります) |
|
19 |
排気量 |
35000 立方メートル/h 最大 |
|
4、 牽引機構:(2セット)
いいえ。 |
P ロジェクト |
技術パラメータ |
ノート |
1 |
マーチング補正 |
乾燥水路出口に設置、EPC自動制御、首振り±15度、光電センサー |
|
2 |
T ション |
ダブル クローズド ループ速度制御モード: 1. スイング ロール PID 同期制御 2. サーボ モーターは、クローズド ループで張力を調整します。張力表示表は張力値 3 を示します。調整可能な張力範囲は 0 ~ 300n で、張力変動は± 1.5% 以下です。 |
|
ピンチロールとトラクションロールによるテンション分割を実現 |
|
||
3 |
設置構造モード |
CNCマシニングセンター一体型縦板(厚さ30mm)の取付 |
|
4 |
トラクションローラー |
160mmスチールローラー |
|
5 |
ピンチロール |
Ø 120mm ゴムローラー、表面パン EPDM |
|
6 |
ドライブモーター |
トラクションローラーは、シーメンスサーボモーター+精密減速機によって駆動されます |
|
5、 巻き戻し機構 (ディスク式両軸自動巻取り) :
いいえ。 |
P ロジェクト |
技術パラメータ |
ノート |
1. |
設置構造モード |
CNCマシニングセンター一体型縦板(厚さ30mm)の取付 |
|
2. |
テンション |
ダブル クローズド ループ速度制御モード: 1. スイング ロール PID 同期制御 2. サーボ モーターは、クローズド ループで張力を調整します。張力表示表は張力値 3 を示します。調整可能な張力範囲は 0 ~ 300n で、張力変動は± 1.5% 以下です。 |
|
3. |
ずれを直す |
自動EPC制御、ストローク120mm |
|
4. |
最大巻径 |
Ø800 |
|
5. |
ワインダーインフレータブルシャフト |
第2条(国家基準) |
|
6. |
巻線モーター |
シーメンス製サーボモーター+精密減速機で巻き上げ動力を駆動 |
|
7。 |
最大容量 |
600キロ |
|
8. |
ロールチェンジモード |
シャットダウンなしの自動巻き上げと交換機能 |
|
6、 制御システム :
いいえ。 |
P ロジェクト |
技術パラメータ |
ノート |
1 |
マスターコントロールシステム |
タッチスクリーン、PLC、モジュール、サーボシステム |
|
2 |
動作モード |
手動、自動および緊急停止;マシン全体を前後に操作できます |
|
塗装ライン速度、塗装設定、頭尾減肉設定、ファン周波数、温度設定をタッチパネルで設定・表示・記録可能 |
|
||
3 |
塗布量と間欠長の設定範囲 |
塗布長 20.0~3200.0mm |
|
4 |
警報状態 |
断続的な長さ: 5.0 ~ 3200.0mm |
|
5 |
カウント機能 |
機器が故障すると、タッチスクリーンに対応する修正画面が表示されます |
|
6 |
頭尾厚調整方法 |
生産量・長さ |
|
私 Ⅱ 、 設備精度
1 、 ハードウェア精度
いいえ。 |
P ロジェクト |
技術パラメータ |
ノート |
1 |
コーティングロール(スチールロール) |
円周振れ ≤ 1.0um、Ra0.4 真直度 ≤ 1.5um |
|
2 |
偏差補正 |
±1mm |
|
3 |
アルミローラー |
円周振れ ≤ 20um、真直度 ≤ 20um |
|
4 |
工具調整制御繰り返し精度 |
±0.1um |
|
5 |
温調精度 |
±0.5℃ |
|
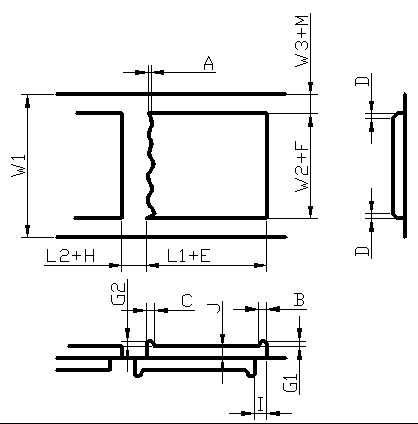
2 、 塗布精度
アイテム |
S サイン |
パラメータ (30m/分) |
|
A (末尾) |
≤ 1mm (スラリーの粘度とバインダーの特性に関連) |
B(頭部異常) |
5mm |
|
C(尻尾異常部) |
6mm |
|
D(エッジ効果エリア) |
≤3mm ; 厚さ -10um |
|
E (長さエラー) |
±0.5mm |
|
F(幅誤差) |
±0.5mm |
|
M(幅誤差) |
±0.5mm |
|
G1(ヘッド厚) |
-5~+5um |
|
G2 (テール厚) |
-5~+5um |
|
H(ブランクエラー) |
±0.5mm |
|
I (正と負のアライメント エラー) |
±0.5mm |
|
J 単一面密度 (領域 B、C、および D を削除) |
1.2%以内 |
|
長さの範囲 |
L1(フィルム長) |
20.0 ~ 3200.0mm |
L2 (断続的な長さ) |
5.0 ~ 3200.0mm |
|
L1 /l2 (コーティング + 間欠長) |
L1+L2≧120mm |
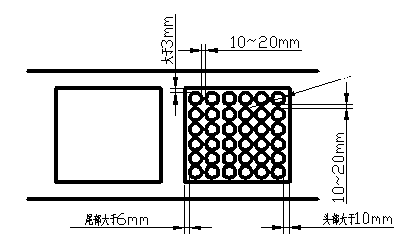
3 、 M 測定方法
A. 測定範囲: 端で 3mm、端で 5mm、端で 5mm。
B.寸法Φ40mmまたは需要者のプロセス要件に従って寸法を測定します
私 Ⅴ 、 設置・使用環境
1)マシンヘッドの周囲温度は20〜30℃で、残りは10〜40℃です。
2) マシンヘッドの相対湿度: 正の RH ≤ 35%、負の RH ≤ 98%、残りは ≤ 98%。
Ⅴ 、 S 支援施設
1) 電源: 3Ph 380V、50Hz、電圧変動範囲: +8% - 8%;電源の総始動電力は 280KW です。
2) 圧縮空気: 乾燥、ろ過、および安定化の後、出口圧力は 5.0kg/cm2 を超えます。
Ⅴ 私 、 デバイスの向き (オプション)
1)
別表:設備事前受入検査項目及び本受入検査項目の詳細リスト(検査結果は受入報告書に添付)
いいえ。 |
検査項目 |
検査基準 |
検査方法 |
1. |
デバイス構成パラメーター |
機器の全体寸法: L (56000mm) *W (4000mm) * 高(4000mm) |
巻尺 |
オーブンの長さ:(4m/区画)×4)+(4m/区画×6区画)=40m |
ルーラー |
||
巻き取り・巻き出しの最大巻き径:φ600mm |
ルーラー |
||
ロール幅:750mm |
|
||
2. |
機器機能構成の完全性 |
巻き出し部(手動ロールチェンジ機能、テンション、ズレ補正、インフレータブルシャフト) |
技術協定や機器構成表を目視で確認 |
塗装部品(ベース、塗装ローラー、送り装置、国産金型) |
|||
オーブン(サーキュレーター、加熱装置、外部補助エアダクト) |
|||
牽引部(走行偏差補正、牽引テンション、牽引ローラーASSY) |
|||
巻き取り部(手動ロールチェンジ機能、テンション、ズレ補正、インフレータブルシャフト) |
|||
制御系(電装盤、内部配線、外部中継配線) |
|||
納入部品(技術契約内容による) |
|||
3. |
標準部品の銘柄確認 |
技術契約で指定された購入部品のブランドに応じて 100% |
|
4. |
S アフェティ基準 |
機械的および電気的インターロック、セルフロック機能、誘導保護機能; |
目視検査と操作 |
装置の起動前に各エリアでアラーム ベル プロンプトが表示されます。 |
〇 操作 |
||
安全警告標識は、動き、圧縮、遮断、熱源などの危険な部分に設置する必要があります。 |
ビジュアル |
||
非常停止スイッチボタン、内部メンテナンスエリアの安全ロープ(最低3箇所); |
ビジュアル |
||
トランスミッションおよび可動部品の保護カバー。 |
ビジュアル |
||
オーブン過熱アラームと電源オフ保護機能 |
手術 |
||
5. |
機械精度試験 |
コーティングロール円振れ ≤ 1.0 μ m ; 真直度 ≤ 1.5 μm ; 表面粗さRa0.4、 |
ダイヤルゲージ、専用検査工具 |
オーバーロール円振れ ≤ 20 μ m ; 表面粗さ Ra0.2 |
ダイヤルインジケーター |
||
ローラー通過の平行度≦0.1mm(オーブンのローラー通過を除く) |
ダイヤルゲージ、専用検査工具 |
||
6. |
空ベルト操作 (母材を40m/minの速度で約500m連続運転) |
1m/分→10m/分→30m/分 断面サンプリング |
タコメーター |
全面しわ無し、基板表面にキズ無し |
ビジュアル |
||
すべての可動部品は異音なくスムーズに動作します。伝動ベルトにはずれや摩耗がありません。 |
ビジュアル |
||
オーブン各部の温度設定:常温~150℃ |
操作と目視検査 |
||
巻き上げ、巻き戻し、トラクションのズレ補正がブレずにスムーズに進む |
操作と目視検査 |
||
偏差補正とオーブンを除いて、各ローラーの基材の偏差は±1mm以下です。コーティング ロール基板の偏差 ≤ 0.5 mm |
キャリパー |
||
テンション設定値 5~300N |
操作と目視検査 |
||
起動・停止時の張力変動は±5Nです。正常時張力変動±1n; |
操作と目視検査 |
||
7。 |
塗装検査 30m/min 塗装作業 1200m) |
塗工速度は30m/min、塗工方式は連続・間欠塗工が可能 |
パラメータ設定 |
供給システムとパイプラインは、材料が漏れることなく十分に密閉されています |
ビジュアル |
||
コーティングされた表面の外観は良好で、粒子、引っかき傷、露出した箔、バルジ エッジがありません。 |
ビジュアル |
||
片面の密度精度:重量誤差≦±1.2%(端部8mmの範囲を除く) |
マイクロメーター電子スケール |
||
両面面の密度精度:重量誤差≦±1.5%(端部8mmの範囲を除く) |
マイクロメーター電子スケール |
||
テーリング ≤ 1mm (スラリーの粘度とバインダーの特性に関連) |
ルーラー |
||
頭の異常領域 ≤ 8mm |
定規、マイクロメートル |
||
尻尾異常部≦6mm |
定規、マイクロメートル |
||
エッジ効果面積 ≤ 3mm, -10 ~ +5um (スラリー粘度変化 ± 300cps 未満) |
定規、マイクロメートル |
||
長さ誤差/h ブランク誤差: ≤± 0.5mm |
ルーラー |
||
幅エラー: ≤± 0.5mm |
ルーラー |
||
頭と尾の厚さ: -5 ~ +5um |
マイクロメータ |
||
正と負の水平方向の位置合わせエラー: ≤± 0.5mm |
針、定規 |
||
前面と背面の縦方向の位置合わせ誤差: ≤± 0.5mm |
針、定規 |
||
シングルセクションオーブンの温度制御精度:≦±1℃ |
ビジュアル |
||
基板上 10mm の水平領域で、シングル セクション オーブンの各ポイントの温度偏差: ≤± 3 ℃ |
温度検出器 |
||
乾燥試験、溶剤残留:≦1%(恒温恒湿空間サンプリング測定) |
マイクロメーター電子スケール |
||
設備稼働率:97%以上(正式受入プロジェクト) |
操作とテスト |
||
製品認定率: ≥ 98% (正式承認プロジェクト) |
操作とテスト |





 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

