 English▼
English▼




- バッテリーパイロット/生産ライン
- バッテリー実験室アセンブリ
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- リチウム イオン電池材料
- バッテリー
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- 全電池組立機
- Lithium Battery Production Plant
- 真空グローブ ボックス
- かまど
- Coaters
- PVD Coater
- 油圧プレス
- Large Press Machine
- 遊星遠心ミキサー/ミル
- ボールミル
- 実験機
- Cutting Machine
- 金属電極フォーム
- WhatsApp : +86 18659217588
- 電子メール : David@tmaxcn.com
- 電子メール : Davidtmaxcn@gmail.com
- : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)

角形電池生産用自動型抜き機
Model Number:
TMAX-YK-DP400-L01Bお支払い:
L/C D/A D/P T/T Western UnionDelivery Time:
5 days
- WhatsApp : +86 18659217588
- 電子メール : David@tmaxcn.com
- 電子メール : Davidtmaxcn@gmail.com
- Wechat : 18659217588
角形電池生産用自動型抜き機
1 、 設備紹介
1. 機器の機能
* 巻き出し機能(2つの巻き出し機構が採用され、サーボモーターが独立して自動巻き出しを制御します)。
* ズレ補正機能(巻き出し機構と本体のズレを補正) 電極 パンチする前に輸送されています);
* ベルト張力制御システム (ベルト張力は 2 つのバッファー モードによって独立して制御され、高度なダイ カットのプロセスでベルトのジッターを減らすことができます);
* 金属凹凸ダイを使用して、ポール イヤーの成形を完了します (タングステン鋼ダイを使用し、耐用年数が長く、パンチング バリが小さい)。
* 機器ローラーの除塵(牽引ローラーの集塵)
* ダイカットの前に、 電極 ブラシをかけ、掃除機をかけます。
* シングルチップ切断機能(サーボ制御クランクシャフトドライブ構造を採用して切断を完了し、タングステン鋼金型を採用し、耐用年数が長く、パンチングバリが小さい);
* 独身 電極 搬送機能(3本のバキュームベルトで搬送 電極 、両面除塵 電極 搬送工程で不良品の選別を行います。)
* 両面のホコリ取り 電極 (デフォルトではウール フェルトと負圧集塵。非接触静電集塵装置が予約されています) この集塵方法はオプションです。
* のダブルCCD検出とラベリング 電極 表面欠陥 (CCD は両面を検出します。 電極 、ラベリングマシンは、検出後に不適格な製品にラベルを付け、ポールイヤーが形成されるときにこのセクションを引っ張ります。機器にはデフォルトでこの機能がなく、設置位置が予約されています。この機能はオプションです。
l 不良品のカラーコード検出(検出電極に不良ラベルがあり、電極装置が不良品を自動的に選別します)。
* 独身 電極 サイズ CCD 検出 (各 電極 全体的なサイズの検出、装置は自動的に不良品を選別します);
* 電極 コレクション関数 ( 電極 素材ボックスにカウント機能を搭載、仕分け機能付き 電極 s、および 電極 s は、マテリアル ボックスにきちんと収集されます)。
* カートリッジケースの変換および搬送機能(カートリッジをターンテーブルに取り付け、カートリッジケースを自動的に変換します。マニピュレーターがカートリッジケースを引き出し、材料ラインを接続します)カートリッジケースはラミネーションマシンと共有できます。
2. 装置原理
ポーラーコイルの連続供給の原理、電子カムのモードによるダイパンチングとポーラーインパルスの制御、サーボトラクションによる不等距離の制御。
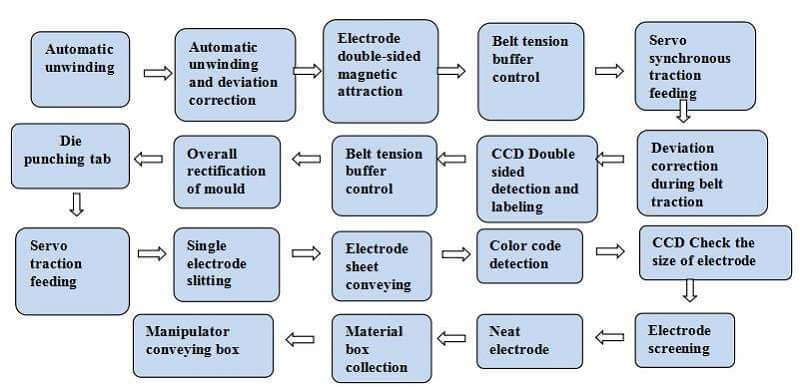
3. 装備アクションプロセス
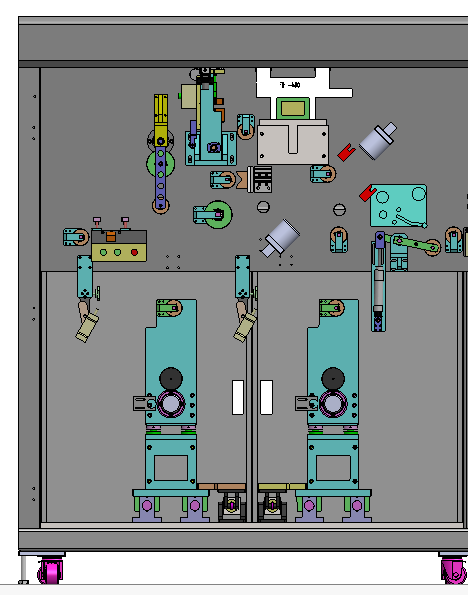
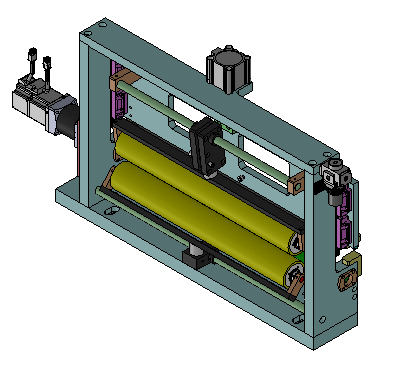
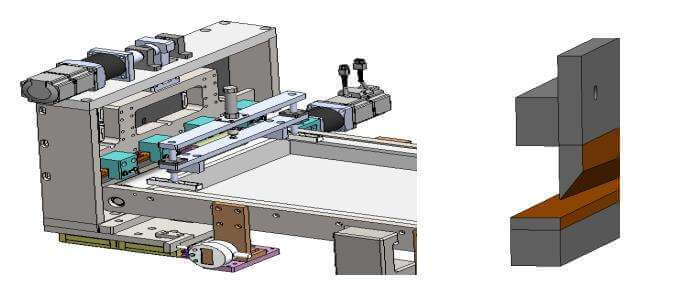
4. 全体構造
1) サイズ : 4200 んん L ; W : 1 2 8 0mm ; H : 2050mm 。
2) 重さ : 1.85 T
3) 全体構造図
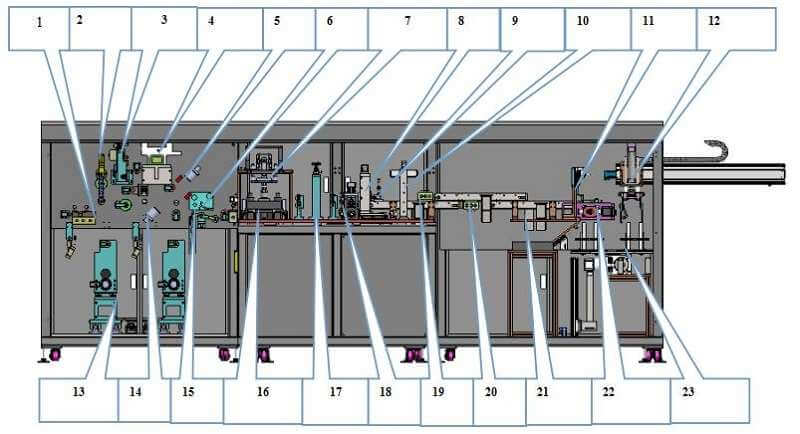
1. 上料接料台: 給餌プラットフォーム
2. 张力缓存机构 : 張力緩衝機構
3. 滚轮牵引机构: ローラー牽引機構
4. 过程纠偏组件 : プロセス補正コンポーネント
5. CCD 检测 : CCDテスト
6. 贴胶机 :グルーアプリケーター
7。 极耳成型模切组件 : タブ成形型抜きアセンブリ
8. 裁切机构 :切断機構
9. 色标传感器 :カラーコードセンサー
10. CCD 检测机构 :CCD検出機構
11. 次品剔除机构 :拒否機構
12. 机械手抓取机构 :マニピュレータ把持機構
13. 自动放卷纠偏装置 :自動巻き出し・ズレ修正装置
14. CCD 检测 :CCDテスト
15. 缓存机构 : キャッシュ機構
16. 模具冲切机构 : ダイパンチ機構
17. 转型调节机构 :変態調整機関
18. 滚轮牵引机构 :ローラー牽引機構
19. 除尘机构 :除塵機構
20. 除尘机构 :除塵機構
21. 次品收集盒 :不良品回収箱
22. 整齐料盒极片机构 :ニートマテリアルボックス電極機構
23. 转化料盒机构 :変換ボックス機構
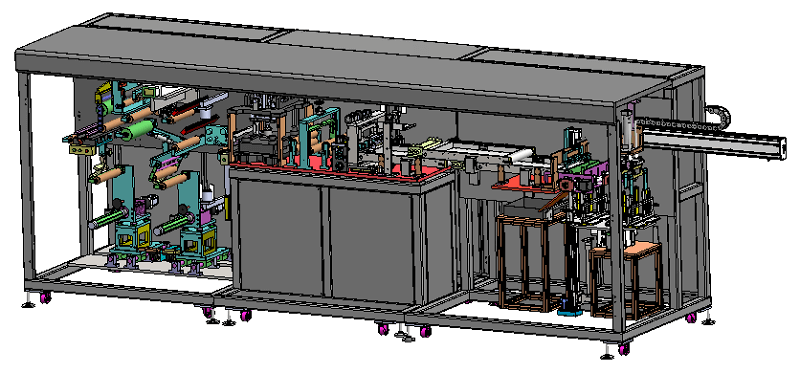
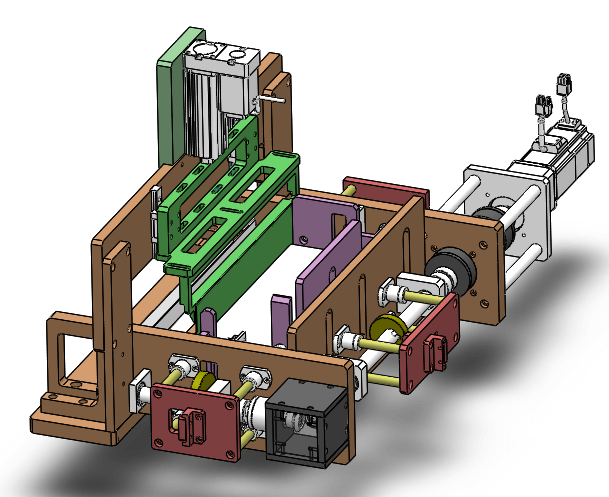
4) 設備外観図
4 、 装備品の機能紹介
1. 自動給餌装置
l 最大直径 : φ700mm ;
l 最大重量 : 150kg ;
l スリーブ内径 : 150.2±0.5mm ;
l 巻き戻しと給餌モード:給餌は物流ドッキングトロリーまたは手動で直接操作されます ;
l 巻き戻し機構はインフレータブルシャフト構造を採用し、インフレータブルシャフトの両端には転がり軸受が装備されており、構造がしっかりしています。 ;
l 手動ベルト接続に便利なコイリングベルト接続プラットフォームと補助マーキングラインが装備されています ;
l 受け台の後ろに40000gsの永久磁石棒があり、受け台の前後から鉄を取り除きます 電極 ;
l 型抜き前の極片の両面ローラーブラシによる集塵 ;
l 型抜き前プレス装置付 ;
l サーボシステムを使用して同期巻き戻しを制御し、張力を安定させます ;
l テンションの調整範囲は0~150 N 、精度は±10% ;
l 上下の材料の前後で、巻き取りシャフトが揺れます≤5mm ;
l 巻取り軸の端面から保護カバーの外側までの距離≦250mm ;
l 安全保護設計付き ;
l 偏差補正システムは、高精度CCD偏差補正センサーを採用し、反対側を制御し、偏差補正精度±0.2mmを向上 .
1. ベルトテンションコントロールシステム
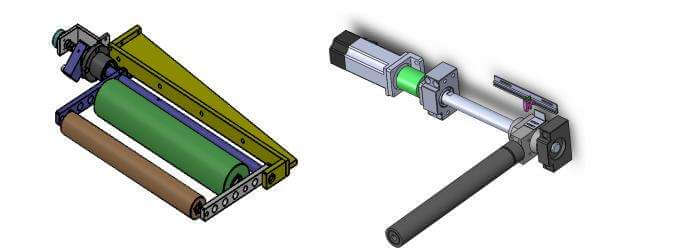
l 素材ベルトの巻き出し張力制御は2つの機構で構成 ;
l 空気膨張軸の巻き出し部分は、低摩擦シリンダーのスイングによって制御され、巻き出しプロセス中の張力を制御します。 ;
l 型抜き中はベルトが上下に振れ、サーボモーターがねじ棒を引っ張って補正します。たとえば、ダイが上下すると、サーボモーターがポールピースの長さをすばやく引っ張って、ポールピースの搬送過程で張力を確保します ;
l スイング部は、高精度比例弁、高精度ポテンショメータ、低摩擦シリンダーを採用し、送りを同期的に制御します ;
l スクリューロッドはサーボアナログ量で制御され、ポールピースのサイズに応じて張力を設定できます ;
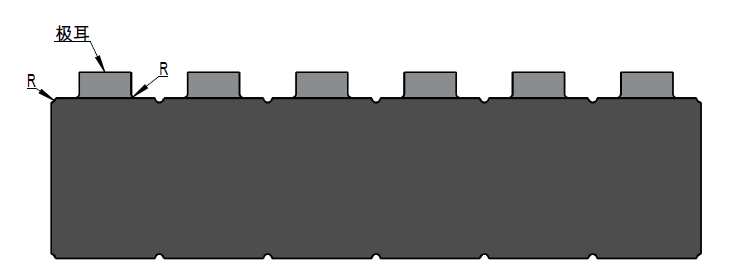
2. タブ 打ち抜き成形装置
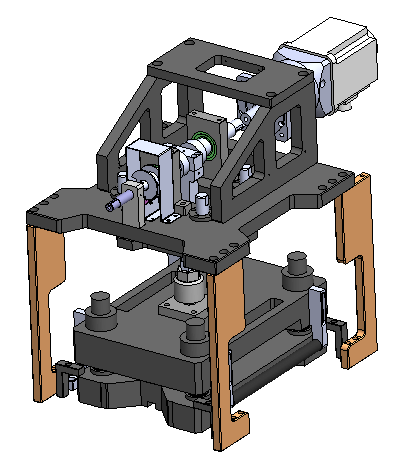
l あ 金属の凹凸型打ち抜きフォームを採用して、 タブ
l 上下型打ち抜きはシザーポイントコンタクト方式を採用 ;
l サーボ駆動クランクシャフトを使用してダイの高速パンチング動作を完了し、スライスプロセス中にポールピースに損傷、粉末の落下、鋭い角、およびその他の欠陥がありません ;
l 金型の分解・取付が簡単で、ポールピースの幅調整も容易です。一定の範囲内でさまざまなサイズの磁極片に対応でき、交換時間は 1 時間未満です。 ;
l 漏斗状の廃棄物収集装置が金型の下に設置されており、打ち抜きおよび切断後に発生する廃棄物はすぐに漏斗装置に吸い込まれ、廃棄物リサイクル ボックスに収集されます (シフトごとに 1 回の洗浄、洗浄時間 ≤ 5 分)。 ;
l 金型の上型に陽圧吹き付け冷却機能を搭載し、金型の打ち抜き寿命を向上 ;
l パンチング機構には、安全保護光ファイバーと安全保護カバーが装備されています ;
l 高精度CCD偏差補正センサーを採用し、偏差補正精度を向上 , ≥0.2mm;
l パラメータ 電極 パンチ後 :
3. ベルト牽引装置
l 材料ベルトの牽引および搬送プロセスは、2 セットの牽引ローラー アセンブリで構成されます。 ;
l 同期を搬送する高速制御リーリングプロセスの最初のセット ;
l 高速制御パンチング センター ポール ピース搬送同期の 2 番目のセット ;
l サーボ制御の不等距離送り機能を採用 ;
l があります 日焼け 牽引ローラーの前にガイドホイールを取り付けて、 タブ 型抜き後の値下げは致しかねます。機種変更時のガイドホイールの調整が容易 ;
l 2つのローラーには粉体吸収ローラーが直接装備されており、ローラーの牽引中に蓄積されたほこりを取り除きます ;
l 押えローラーはエアシリンダーで自動圧縮され、糸通しに便利 .
4. 切断機構
l 私 ポール スライス切断のプロセスでは、切断前のポール スライスの延性とポール スライス パウダー切断の寸法精度を確保するために、前面と背面にトラクション ローラーにプレプレス機能があります。
l 切断後、装置には誘導光ファイバーが装備されており、ポールナイフが複数の廃棄物と間違えられるのを防ぎます。
l 下部カッターには、ほこりを吸収するための真空が取り付けられています。
l 組み込みタングステン鋼ナイフを採用し、メンテナンスと交換のコストを削減 ;
l カットにはカウント機能があります。
5. 電極 餌箱の補正機能
l の操作中に 電極 、サーボモーターが仕分け機構を駆動して、 電極 ;
l 修正後、 電極 確実に材料ボックスに積み重ねられます。 電極 材料箱の中はきれいです ;
l 材料ボックスにはカウント機能があり、ポールピースには、操作および積み重ね中に損傷、圧着、曲がり、傷、およびその他の欠陥がありません ;
l とき 電極 材料ボックスがいっぱいになると、自動的にバッファ機構に切り替わり、材料を受け取ります .
5 、 除塵装置(オプション)
l 1) ウールホイール、ダストを収集するための負圧
l 装置はウールホイールと負圧除塵方式を採用し、除塵効果が高く、効率が高く、低コストです。
l とき 電気 踏んだ クリーニングヘッドの入口端を通過し、駆動ブラシを転がして粉末を掃き、表面のほこりを取り除きます 電極 ;
l 続いて、ポールピースが内部の負圧風を受けて、漂うゴミやブラシのホコリを吸い取ります ;
l ほこりは負圧ファンに集められ、掃除が簡単です (月に 1 回、掃除時間 ≤ 5 分)。
l 1) 非接触除塵
l 高圧イオン風の非接触除塵方式を採用し、除塵効果が高く、効率が高く、コストが高い。
l とき 電極 クリーニングヘッドの入口端を通過し、ここでイオン雲とコイル表面の静電気が除去されます。
l そうして 電極 内部ブローにより発生する乱気流と洗浄ヘッド装置の真空気流の影響を受ける ;
l 乱気流の影響により、高頻度のフレッチングが発生します。 e 電極 ;
l 高周波フレッティングと乱気流の複合作用により、 電極 磁極片表面の空気界面層を破壊すると同時に、界面層から放出された汚染物質を真空気流に吸い込みます。 ;
l とき 電極 クリーニング ヘッドを離れると、ポール ピースは別のイオン クラウドを通過して、表面の二次汚染を防ぎます。 電極。
6. 設計上の特徴
特徴 |
利点 |
非接触クリーニング |
表面の傷や損傷のリスクを回避します。 電極 、同時に、の位置の追跡検出に影響を与えません。 電極 ベルトに |
静電制御統合 |
静電気を中和し、クリーニング性能を最適化し、シート表面の二次汚染を効果的に事前分極します。 |
独自の「固定ポート」システム |
クリーニングヘッドのパイプライン接続が固定され、クリーニングヘッドの取り付けが簡単になりました |
風量バランス |
ブロー量と真空風量の偏差値を完全にコントロール可能 |
自動真空制御 |
オペレーターによる手動調整の頻度を減らします。最適な洗浄効果を自動的に維持 |
無損失部品 |
運用コストの削減 |
サイレント操作 |
騒音による健康と安全の問題がない |
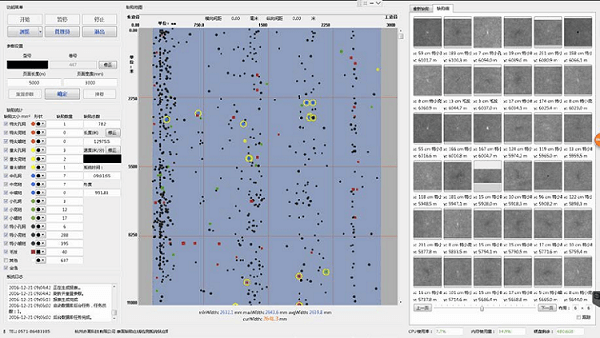
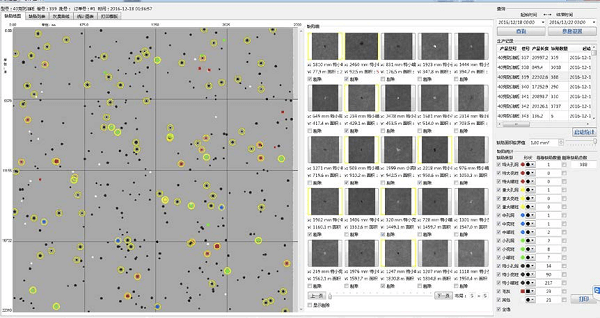
7。 CCD検出・標識の模式図(オプション装置)
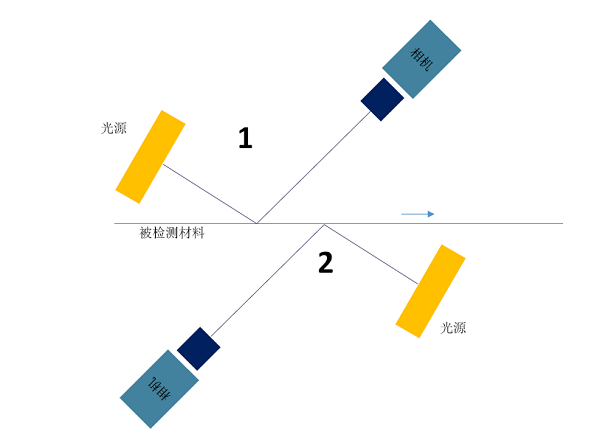
l インテリジェントな分類:機械学習と人工知能技術を使用して、ユーザーの欠陥カテゴリの定義に従って、自己学習と自動分類を実行できます。
l PostgreSQL:最先端のオープン ソース データベースを採用して、欠陥の位置、サイズ、その他の情報などの欠陥画像を保存します。 ;
l 自動アーカイブ: ユーザー設定に従って、欠陥データを外部デバイスまたはシステムに自動的にバックアップできます
l 多様なレポート: テスト結果と統計データに関するレポートを表とグラフの形式で提供します
l 表面粗さ解析:材料の表面粗さをデジタルでリアルタイムに表示 ;
l 実用的で便利な操作インターフェース:重大な欠陥やその他の実用的な機能を排除してマークすることができ、オペレーターが操作するのに便利です。
l IO インターフェイス: アラーム、紙切れ、ロール交換、開始、停止などの入出力信号を提供します。
l 工場インターフェイス: Windows オペレーティング システムに基づいて、tcp/ip、イーサネット、OPC およびその他のインターフェイスを介して顧客の他のシステムおよび機器と接続できます。 ;
l リモートアクセス保守:機器がインターネットに接続されている状態で、インターネットリモートアクセスを介してシステムをアップグレードおよび保守できます ;
l テクニカル サポート: 7 x 24 時間のネットワークおよびホットライン サポート
l D 検出システム インターフェイス
l レポート表示インターフェース
l d 影響排除レポート
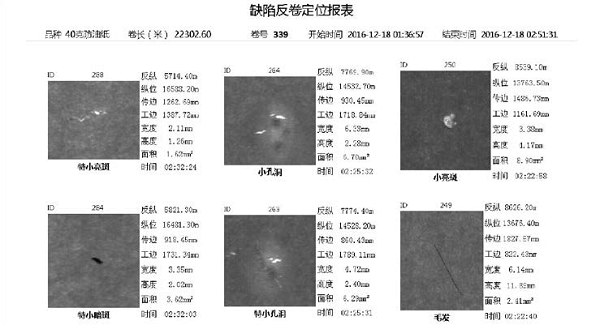
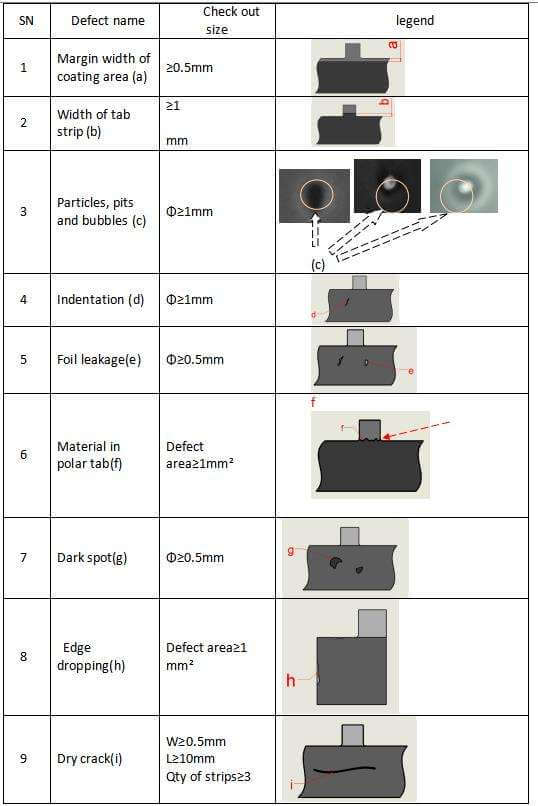
l 主な欠陥検出精度指標表
L エイブリングマシンデビック e:
ラベリングマシンのセットを装備し、貼り付け速度は切断速度と一致し、ラベリング中心線とポールピースの内縁距離は±2mmの精度で調整できます。
ラベルのサイズ: 幅 12mm、長さ 14mm で、ユーザーがカスタマイズできます。
あ 、 受入材料のサイズと仕様
SN |
アイテム |
仕様 |
述べる |
1 |
送り幅 |
300 - 420 んん ( タブを含む ) |
|
2 |
入ってくる材料の厚さ |
陰極 : 9 - 200 μm ; アノード : 9 - 200 μm |
|
3 |
排出ドラムの内径 |
6 インチ φ 150 0.2mm |
|
4 |
適用システム |
リン酸鉄リチウム、コバルト酸リチウム、マンガン酸リチウム、三元材料、グラファイト、その他のバッテリーおよびコンデンサーのスラリー システム |
|
5 |
外径 電極 シート |
≤φ700mm |
|
6 |
コーティング方法 |
連続コーティング |
|
7 |
入ってくる塗布幅エラー |
≤±2mm |
B 、 生産受入資材所要量
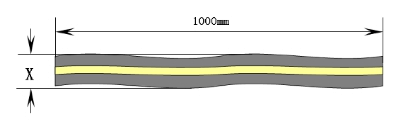
l 受側巻線端面の均一度誤差 : ±5mm ;
l 蛇行エラー : X±2mm/m ;
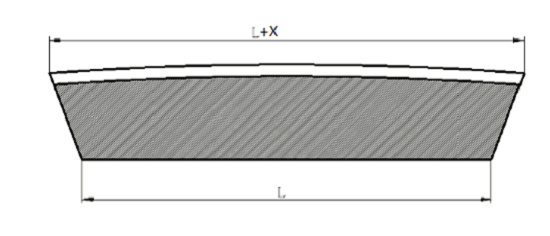
l 電極 波 : バツ ± 5mm/m ;
l 金型の寿命を確保し、金型の切断位置での材料の厚さの変化は10μm未満です
ハ 、 設備製作工程
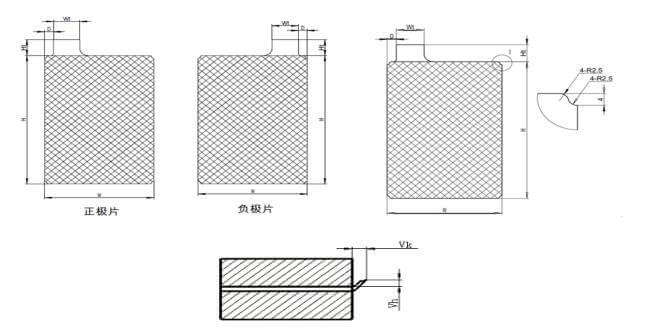
のサイズ範囲と精度 電極 パンチ後 |
||||
SN |
アイテム |
サイズ ( んん ) |
正確さ |
述べる |
1 |
電極 W |
40 〜 110 |
±0.2mm |
|
2 |
電極 H |
60 〜 160 |
±0.25mm |
|
3 |
電極 HT |
10 〜 30 |
±0.2mm |
|
4 |
電極 D インスタンス |
5~ 20 |
±0.25mm |
|
5 |
電極 重量 |
6 〜 65 |
±0.2mm |
|
6 |
ばり vh |
≤7um |
|
|
7 |
ばり vk |
≤25um |
|
|
D 、 機器の技術指標パラメータ
SN |
アイテム |
仕様 |
1 |
打ち抜き方法 |
ダイパンチ |
2 |
金型寿命 タブ とマーク穴 |
負極金型 100万回/研削、金型研削回数≧10回 800000回/ポジティブモールドの研削、およびモールド研削の回数≧10回 修理後のダイカットナイフの総耐用年数:≧1000万回 |
3 |
積載状態 |
手動ロールローディング機能、装置は残留材料の検出とアラーム機能を実現できます ロール終端テープとテープスプライシングテープを区別できます (テープの色が異なります)。 |
4 |
電極 偏差補正装置 |
芯ずれ補正精度0.1mm保証はエッジ欠損の無い素材を前提としています。 |
5 |
電極 張力制御 |
張力制御精度 < 10% |
6 |
スタンピングダイ |
SKD-11 + 輸入合金タングステン鋼 |
7 |
除塵装置 |
両面のホコリ取り 電極 パンチ後 |
8 |
磁石吸着 |
≥40000GS永久磁石棒 |
9 |
CCD テスト |
CCD検出装置のセットは、ポールピースの前後にそれぞれ設定されています |
10 |
CCD 構成 |
8K カメラ 2 個 、光源 2 個 |
11 |
CCD 検出範囲 |
マックス 4 50mm ( 塗布幅: 4 00mm ) |
12 |
CCD 試験項目 |
露出した箔、乾燥した材料、黒ずみ、傷、異物などの標準リチウム電池ポールピースのコーティング欠陥 |
13 |
CCD 試験項目 |
T 横幅0.1mm 、 P ortrait : 0.1mm ( 最高の検出状態 ) ( 80m/分 、切削速度) |
14 |
CCD システムのその他の機能 |
欠陥の大きさ、種類、密度、切断位置、周期に応じてアラーム出力やラベリングが可能です。検出されたすべての欠陥データは、各ボリュームの SQL データベースに保存されるか、工場の情報管理システムまたはさまざまな標準データベースにエクスポートされます。 Reportrangerソフトウェアは、ニーズに応じて生産および品質管理のさまざまな自動レポートを自動または手動で出力でき、顧客のニーズに応じて設定し、材料の端に正確にラベルを付け、下流プロセスと協力してさまざまな欠陥をより適切に発見して対処することができます . |
15 |
標識メカニズム |
ラベルの切断とラベル付けのメカニズム;ラベリング速度は引っ張り速度と一致し、ラベリングマシンは タブ |
16 |
MES システム |
使用されるすべてのプロセス機器には、MES システム インターフェイスが必要です。 |
17 |
効率 |
≥ 120 ppm , 動員率≧95% , 適格率≥98% |
18 |
クイックチェンジタイム |
単一の交換金型のモデルは超えません 1 人 *1H |
19 |
その他の要件 |
1. A. 機器プログラムの更新はリモートで実現できます。 b.ハードウェア (電気) 検出;ネットワークを備えたノートブックはリモート モードで構成され、リモート コントロールに必要なソフトウェアがノートブックにインストールされます。機器メーカーは、ノートブックを介して機器のリモート コントロールを実現します。データのセキュリティのために、監視プログラムがノートブックにインストールされ、ノートブックを介して交換されるすべてのデータが監視されます。 2. 機器の階層管理: 少なくとも 3 つのレベルが必要です。最高レベルは機器の管理権限であり、機器のあらゆる操作を実現し、すべてのパスワードをリセットできます。 2番目のレベルは、機器のすべてのパラメーターを変更し、機器の操作を実現することです。最低レベルは機器の操作であり、いくつかの操作を変更します。設備稼働時間記録機能は、記録内容を自動稼働時間、待機時間、手動稼働時間、故障時間に分ける必要があります。機械時間は、装置の電源を入れたが操作が行われていない時間と定義され、故障時間は、装置が故障してエラー メッセージが解消されないまでの時間と定義され、非常停止ボタンが押された時間と定義されます。 ;自動操作と手動操作は、故障やエラーのない機器の通常の操作時間であり、選択した操作モードに従って区別できます。少なくとも 2 日間の操作記録を機器に保管する必要があります。運用記録はパッケージ化し、1 日 1 回、MES システムまたは他の管理システムに送信し、FTP でアップロードする。アップロードするファイルは CSV 形式です。機器パラメータ変更の記録機能。 |
20 |
振動基準 |
振動強度は、機器の振動に関する ISO-2372 国際規格を満たすものとします。 (振動強度≦0.45mm/s) |
21 |
安全装置 |
1.パンチング機構、カット機構などの機構には安全保護ドアが装備されており、オペレーターの侵入を防ぎ、ドア開放保護回路設計と緊急停止機能を備えており、安全警告があります 2. 障害警報インジケータは、3 色のランプ ポストとブザー アラームであり、タッチ スクリーン パネルに履歴表示があります。 |
え 、 機器の主要コンポーネント
SN |
名前 |
ブランド |
1 |
シーケンサ |
パナソニック |
2 |
タッチスクリーン |
ワインビュー |
3 |
周波数変換器 |
シュナイダー |
4 |
サーボモーター |
パナソニック |
5 |
ステッピングモーター |
Leisai |
6 |
シリンダーおよび空圧部品 |
SMC |
7 |
リニアガイドレール、スクリューロッド |
THK |
8 |
センサー |
キーンズ |
9 |
ベアリング |
NSK |
10 |
電磁弁 |
SMC |
11 |
温度調節器 |
オムロン |
12 |
自動調節弁 |
Shanghai Ziyi |
13 |
真空計・圧力計 |
SMC |
14 |
低電圧電気部品 |
シュナイダー |
15 |
CDD テスト |
慈暁テクノロジー |
16 |
型 |
Wei Sheng |
17 |
ダイガイドポスト |
ミスミ |
18 |
光ファイバ |
パナソニック |
19 |
磁気スイッチ |
SMC |
20 |
低電圧電気部品 |
シュナイダー |
ふ 、 機器使用環境
SN |
アイテム |
単位 |
仕様 |
述べる |
|
1 |
全線電力 |
Kw |
15 |
380V 、三相 |
|
2 |
圧縮空気 |
プレッシャー |
MPa |
0.5 ~ 0.8MPa |
|
|
|
消費 |
L/分 |
50 |
|
3 |
真空 |
真空度 |
KPa |
/ |
|
|
|
消費 |
立方メートル/時 |
/ |
|
|
|
消費 |
立方メートル/時 |
/ |
|
4 |
窒素 |
プレッシャー |
MPa |
/ |
|
|
|
消費 |
立方メートル/時 |
/ |
|
5 |
水道水の消費量 |
立方メートル/時 |
/ |
|
|
6 |
プロセス冷却水 |
温度 |
℃ |
/ |
|
|
|
消費 |
立方メートル/時 |
/ |
|
注: 機器に関連するパラメータは入力する必要があり、関連しないパラメータは「/」または「-」で入力できます。 。 |
|||||
G 、 スペアパーツ
SN |
名前 |
仕様 |
数量 |
述べる |
1 |
パンチツール |
|
|
|
2 |
ダイカットツール |
|
|



 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

