 English▼
English▼




- バッテリーパイロット/生産ライン
- バッテリー実験室アセンブリ
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- リチウム イオン電池材料
- バッテリー
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- 全電池組立機
- Lithium Battery Production Plant
- 真空グローブ ボックス
- かまど
- Coaters
- PVD Coater
- 油圧プレス
- Large Press Machine
- 遊星遠心ミキサー/ミル
- ボールミル
- 実験機
- Cutting Machine
- 金属電極フォーム
- WhatsApp : +86 18659217588
- 電子メール : David@tmaxcn.com
- 電子メール : Davidtmaxcn@gmail.com
- : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)
-
 実験室 4-15"幅 x 4" Dia 垂直電気圧延プレス機
実験室 4-15"幅 x 4" Dia 垂直電気圧延プレス機
高品質 4-15"幅 x 4" Dia 垂直電動ローリング プレス 1.TMAX-JK-GYJ-110B は、両方の内側またはグローブ ボックス外バッテリーの電極を準備するために設計されている 圧延シリンダー プレス です。高トルク直流電動機は、Ar ガスの互換性です。舌苔 後リチウム イオン電池研究における電極のアクティブ材料の密度を増やすなどアプリケーションではうまく機能 2. TMAX-JK-GYJ-110B は Ar ガス環境下での安全な操作のための 24 v DC モーター搭載します。
-
 小さな 4-15「広い垂直マニュアル ローリング プレス機
小さな 4-15「広い垂直マニュアル ローリング プレス機
高品質 4-15"広い垂直マニュアル ローリング プレス TMAX JK GYJ 100 a V は、内部または外部のグローブ ボックスのバッテリーの電極を準備するために設計されている小型のホット 圧延シリンダー プレス です。コーティング後リチウム イオン電池研究における電極のアクティブ材料の密度を増やすなどアプリケーションではうまく機能します。
-
 研究所リチウム ポリマー電池電気熱間圧延プレス機
研究所リチウム ポリマー電池電気熱間圧延プレス機
1 TMAX-GYJ-100 C ラボ ロール プレス機、小型精密ホット プレス機をロールします。それは 100 φ × 200 mm 幅とデュアルのデュアル ローラー グレード マイクロメータ。このラボ ロール プレス機、ローリング プレスの理想的なホット 厚み調整とにおける電極のアクティブ材料の密度を増加 リチウム イオン電池は、コーティング、乾燥後研究します。 2 このモデル電気カレンダー ローリングによる使用に適して小さな電極に用いられます 大学や企業の実験ライン、バッテリー電極を作る 圧縮成形、密度の増加。 それは 200 mm 幅のペア 3 鋼ローラ。このようなローラーは、80 ℃ まで加熱することができます。
-
 電気精密 4 インチ幅熱デュアル マイクロメータとローリング プレス
電気精密 4 インチ幅熱デュアル マイクロメータとローリング プレス
-
 ロールツーロール圧力制御油圧ローリングプレス機
ロールツーロール圧力制御油圧ローリングプレス機
ロールツーロール圧力制御油圧ローリングプレス機
-
 可変速度の4 "-16"幅ラボ熱電動ローラープレス機
可変速度の4 "-16"幅ラボ熱電動ローラープレス機
4 "-16"幅の可変速電動ローラープレス機 1. tmax-js コンパクトで暑い ローリングシリンダープレス 最大で150の作業温度 ° c 、グローブボックスの内側または外側の両方にバッテリー電極を準備するために設計されています。高トルクDCモーターはarガスに対応しています。コーティング後のリチウムイオン電池の研究で、電極の活物質密度を高めるなどの用途に役立ちます。 150の加熱能力を持つスチールローラーのペアがあります ° c 最大 2。 tmax-js arガス環境下での安全な操作のために、24v DCモーターが装備されています。
-
 ロールツーロール圧力制御および供給および巻き取り装置を備えたラボバッテリー電極ローリングプレス機
ロールツーロール圧力制御および供給および巻き取り装置を備えたラボバッテリー電極ローリングプレス機
-
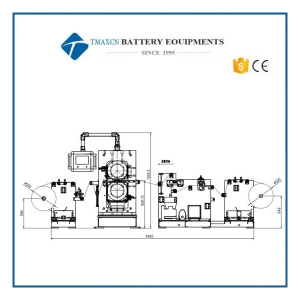 パイロットライン用バッテリーホットカレンダー電極ローリングプレス機
パイロットライン用バッテリーホットカレンダー電極ローリングプレス機
バッテリーホット バッテリーカレンダー パイロットライン用電極ローリングプレス機 1.はじめに 1.1機能:このバッテリー電極シート連続圧延生産ラインは、リチウムイオンバッテリーポールピース製造の圧延プロセスで使用され、バッテリーポールピースコイルの連続圧延生産を実現し、バッテリーポールピースプロセスに必要な仕様と品質を満たします。 1.2設備構成:主に巻き出し装置、ベルト連結装置、エッジトリミング装置、除塵・除鉄装置、加熱ローラープレス、プレス後のベルト連結装置、巻き取り装置、油圧装置、駆動制御装置、解体ローラー装置など; 1.3 機器レイアウトの概略図 (写真は右のタイプを示し、左のタイプはそれと対称です): 2.プロセスパラメータ 2.1アプリケーション:リン酸鉄リチウム、コバルト酸リチウム、マンガン酸リチウム、三元系、チタン酸リチウムなどの電池材料の圧延プロセスに適しています。 2.2 入ってくる材料仕様に適合: ポールピース幅 150 ~ 300mm、材料ロール直径≤500mm 2.3 アウトプット製品指標: 2.3.1 圧延後の磁極片の厚さの均一性: ≤±0.002mm (入ってくる材料の必要な厚さの精度: ≤±0.002mm); 2.3.2 巻線端の位置合わせ誤差: ≤±0.3mm 3.インストール 3.1 メインエンジン部分には、地上荷重 ≥ 3.5t/ ㎡ (または提供された基礎図に基づく) 3.2 電源:380V±5%、50Hz 三相5線式 3.3 総電力: 60kW+10% 安全係数/ユニット 3.4 圧縮空気: 圧力 0.2 ~ 0.7MPa、流量20L/min、インターフェースパイプ外径8mm 3.5 動作環境: 温度範囲 0 ~ +45℃ 相対湿度: ≤30% 3.6バレルの内径:3インチ、バレルの長さ≤550mm 4. 装備機能指数 4.1 連続圧延ラインの全体寸法 (長さ*幅*高さ): 4.8×2.6×2 m 4.2 装置総重量:約9トン 4.3 装置の外観色: 国家標準の暖かい灰色 1C 4.4 配置:左右(送り側から見て動力駆動部が左右) 4.5 圧延速度: 1-12m/min 4.6 ローラー間の最大圧力: 1800kN 4.7 全体的な設備効率: OEE≥95% 4.7.1 計算式: OEE = 稼働率 × 性能 × 製品認定率 4.7.2 サブインデックス 関連サブインデックス ノート 稼働率=稼働時間÷予定稼働時間 98% 稼働率 表現力 = 総出力 ÷ (稼働時間 min*CPM) 98% 設備容量 製品認定率=実績良品数÷計画良品数 99% 注:計算の際には、材料供給、電力供給、ガス供給など、通常の生産に影響を与える要因を差し引いてください。 4.8 設計および製造の規制と基準: 関連する国家基準に準拠 5.主な業績指標 5.1 巻き出し装置 l 機能: 特定の張力制御下で回転するポールピースを受動的に提供する l インフレータブルシャフトの巻き戻し:インフレータブルガン付きΦ74mm l インフレータブルシャフトの有効使用長さ:550mm l テンション調整(設定)範囲:1 ~ 20kgf l 張力制御精度:5% l 補正制御:赤外線光電補正 l 補正ストローク:±50mm l エッジ制御:偏差補正精度は≦±0.2mm l 磁性粉ブレーキ:50Nm 5.2 フロント接続装置 l 機能: 圧延工程でポール ピースが破損した場合や、材料ロールを変更するときにポール ピースを接続して、ポール ピースの無駄を減らすために使用します。 l 構成:コネクティングプレート、プレッシャーロッド、エアシリンダー、ガイドローラーなどで構成されています。 l 制御: シリンダーは手動空気圧バルブによって制御され、磁極片を圧縮および緩めます。 l 操作: 手動接続 5.3 エッジトリミング装置 l 機能:ポールピースの両側のコーティングされていないホイルを切断し、圧延中の一貫性のない伸び率によって引き起こされるポールピースのしわを減らし、ポールピースストリップによって引き起こされるスクラップ率を減らすために使用されます。 l 原理:上刃はナイフを頼りに手動で送り、左右の切断ナイフは別々に制御されます。 l ドライブ: 0.55KW 可変周波数モーターが下部カッター シャフトを駆動し、ローリング速度と一致させます。 l スリット速度:スリット速度はメインマシンのローリングと同期しています l 上刃:Φ100×Φ65×1.2mm l 切刃:Φ100×Φ65×2mm 5.4 除塵装置 l 機能:ポールピースのほこりやバリをきれいにします l 構成:前後ローラーブラシ、エアシリンダー、掃除機、ローラーブラシ駆動モーターなどで構成。 l 原理:前後のローラーブラシでポールピースのホコリやバリを払い落とし、ホコリ吸引バケツを通過し、サイクロンセパレーターでホコリと空気を分離し、ファンを通してマフラーからきれいな空気を排出します。ほこりを定期的に掃除してください。 l ローラーブラシの数: 2 l ドライブ: 0.75KW 高圧ファン ドライブ l 処理風量:2.4m3/min 5.5 フロントダンピング装置 l 機能: 圧延プロセス中の磁極片のジッターを低減し、ストリップの破損を防ぎます l 構成:固定ガイドローラー、フローティングガイドローラー、固定ブラケットなど l 原理: ポール ピースは、フローティング ガイド ローラーを通過して、ポール ピースのジッターを減らし、ポール ピースが剥がれるのを防ぎます。 5.6 ローラープレス l 構造:2つのローラーが上下に水平に配置されています l フレーム:「口」型鋳造アーチ l ベアリングシート: 45 鋳鋼 l ベース:全体ベース l ロールサイズ:φ400mm×450mm l ロール材質:9Cr3Mo(エレクトロスラグ再溶解) l ロール表面の焼入れ層の深さ: ≥18mm、ロールは焼入れ焼戻し HB280-300 です。 l ロール表面粗さ Ra≤0.2um l ロール円筒度≦±0.001mm l ロール組立機のラジアル振れの公差:≦±0.002mm l ヒートローラー構造:加熱穴付きソリッドローラー l 加熱接続モード: シャフトの端は RHG ロータリー ジョイントによって接続されます。 l ロール加熱方式:金型温度加熱コントローラー l 加熱媒体:熱媒油 l 加熱温度:室温 ~ 120℃、連続調整可能、デジタル表示温度コントローラーで制御 l ロール表面温度均一性誤差(作業面):≦±1℃ l 調整精度:±0.5℃ l 加熱速度:室温から80℃まで加熱、加熱≤100分。室温~120℃で加熱、加熱≦150分 l 暖房能力:45kW l ローラープレスの設定線圧:5t/cm l ロールギャップ調整範囲:0~2mm、タッチスクリーンディスプレイ。 l ロールギャップ調整:サーボモーターが中央のくさびを駆動し、ボールネジを介して調整します l 調整精度:0.001mm l ローラー2本間の最大圧力:1800KN(気液ブースターポンプ加圧) l ドライブ: ギア付きモーターは弾性ピン コネクタを介してロールに接続され、ロールはギアによって駆動されます。 l メインモーター出力:7.5KW(380V 50HZ可変周波数速度調整モーター) l 圧延速度:1~12m/分(無段階速度調整) l 電気制御: PLC プログラム制御、タッチ スクリーン操作。 l 仕事の圧力: 気液ブースター ポンプ l 加圧方式:下圧シリンダーと上圧 l 油圧シリンダー径:φ220mm l 油圧システム: 最高圧力は 31.5MPa です。 l ホスト装置サイズ:(縦×横×高さ)約2800mm×950mm×1930mm l 配置:左右(送り端左側の動力部が左タイプ、右側が右タイプ) l 装置の出現: 色は国際規格の暖かい灰色 1C ですまたは顧客の要求に従ってカスタマイズされて l 宿主重量:約6トン 5.7 後部防振装置 l 機能: 圧延プロセス中の磁極片のジッターを低減し、ストリップの破損を防ぎます l 構成:固定ガイドローラー、フローティングガイドローラー、固定ブラケットなど l 原理: ポール ピースは、フローティング ガイド ローラーを通過して、ポール ピースのジッターを減らし、ポール ピースが剥がれるのを防ぎます。 5.8 巻き取り装置 l 機能: 巻かれた磁極片を集めてコイルにする l 構成:インフレータブルシャフト、ズレ補正、磁性粉クラッチ、巻き上げ減速機、フレームなど l 原理:圧延後、ポールピースはコイルに集められ、コイルのエッジは修正機構によってきれいに制御されます。 l インフレータブルシャフトの巻き戻し:インフレータブルガン付きΦ74mm l インフレータブルシャフトの有効使用長さ:550mm l テンション調整(設定)範囲:1 ~ 20kgf l 張力制御精度:5% l 補正制御:赤外線光電補正 l 補正ストローク:±50mm l エッジ制御:偏差補正精度は≦±0.2mm l 磁性粉クラッチ:50Nm l 巻線電力: 1.5KW 減速モーター 5.9 ドライブ制御システム l 連続圧延生産ライン全体の各コンポーネントの駆動は、操作パネルで集中的に操作されるさまざまな仕様とモデルのモーターによって駆動され、すべての駆動モーターには過負荷保護が装備されています。 l 制御部には、タッチスクリーン、PLC、メインモーターインバーター、ローラーギャップサーボモータードライバー、テンションコントローラー、補正コントローラーなどがあります。 l システムの操作はPLC制御、タッチスクリーン、ボタン操作モードを採用し、オペレータの安全を確保するために、サスペンション操作ステーション、圧延機の送り端、巻き取りおよび巻き戻し操作端に緊急停止ボタンが設けられています l システムの主な制御項目は次のとおりです。 l ローラープレスの起動、停止、表示、過負荷保護 l 油圧システムの起動、停止、指示 l 圧延速度設定、速度表示 l 圧力設定、圧力表示 l ローラー圧力パラメータ(圧力、ローラーギャップ)のクリアおよびメモリ機能付き l 磁極片のモデルに応じて、ローリング パラメータを自動的に復元できます。 l メーターカウント機能 l 異常警報機能 l MESデータ出力ドッキング機能搭載、ドッキング方法、データベース収集方法は購入者提供 5.10 ローラー分解装置 l 機能:この装置は、ロールの交換またはメンテナンスに使用され、ロールを分解する操作時間を短縮し、オペレーターの労働強度を軽減します l 構成:ロール外しブラケット、ロール外しガイドレールなどで構成。 l 操作:ロールを分解する場合は、ロールとチョックを取り外しガイドレールから押し出し、クレーンまたはフォークリフトを使用してロールを分解し、搬出します。インストールは逆の手順で実行されます。 6.構成一覧 いいえ。 名前 ブランド/モデル ノート 1 ローラー 星台中鋼 適合証明書 2 ベアリング Bush / Luo shaft 3 レデューサー Boneng/Guomao 4 シーケンサ シーメンス/デルタ 5 タッチスクリーン シーメンス/デルタ 6 周波数変換器 シーメンス/デルタ 7 ロールギャップ調整サーボシステム シーメンス/デルタ 8 電気部品 シュナイダー、チント 9 EPC 相棒・ティマコ 10 気液ブースターポンプ アメリカ合衆国アリゾナ州 11 空気圧コンポーネント エアタック/SMC エアパイプは青色 7.スペアパーツ一覧 いいえ。 名前 量 単位 ノート 1 ドクターブレード 4 個 2 上刃 2 個 3 下刃 2 個 4 油圧ラインシール 2 設定 5 ロール交換アクセサリ 1 設定 ワークショップごとに1セット 6 簡易設備メンテナンスツール 1 設定 ツールボックス 8. 消耗品リスト いいえ。 名前 仕様 量 ブランド 参考交換周期 1 ドクターブレード 0.2×30×450mm 2 スイス 15日間 2 上刃 Φ100×1.2 2 国内の 15日間 3 下刃 Φ100×2 2 国内の 15日間 4 ローラー Φ400×450 2 シノスチール 6ヶ月 (グラインド) 5 ギアオイル VG320 50L 万里の長城 12ヶ月 6 油圧オイル L-HV150 20L 万里の長城 12ヶ月 7 低摩擦シリンダ 2 エアタック/SMC 2年 8 三軸シリンダ 2 エアタック/SMC 2年 9 極薄シリンダー 4 エアタック/SMC 2年 10 プルバルブ 5 エアタック/SMC 2年 11 電磁弁 4 エアタック/SMC 2年 12 軸流ファン 2 2年 13 ポテンショメータ 1 シュナイダー 2年
-
 連続油圧式ローリングプレス機 w 巻き取り・巻き出しシステム
連続油圧式ローリングプレス機 w 巻き取り・巻き出しシステム
-
 Dia210*W330mm ロール to ロール カランダー ホットプレス機
Dia210*W330mm ロール to ロール カランダー ホットプレス機
-
 高精度リチウム電池ローリングプレス機
高精度リチウム電池ローリングプレス機
 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

